Khám phá
Định vị chi tiết gia công là gì? Các phương pháp định vị phổ biến nhất
Định vị chi tiết gia công là quá trình cố định vật liệu để đảm bảo sản phẩm đạt được độ chính xác theo yêu cầu. Hiện nay, có nhiều phương pháp định vị khác nhau, mỗi phương pháp đều có những ưu điểm và hạn chế riêng biệt. Hãy cùng TULOCTECH tìm hiểu những thông tin liên quan đến định vị chi tiết gia công trong bài viết dưới đây.
Định vị chi tiết gia công là gì?
Định vị chi tiết gia công là quá trình cố định và xác định vị trí của chi tiết vật liệu trong suốt quá trình gia công để đảm bảo độ chính xác và tính đồng đều của sản phẩm cuối cùng. Mục đích của định vị là đảm bảo rằng chi tiết được giữ vững, không bị di chuyển hoặc biến dạng trong khi các công đoạn gia công tiếp theo được thực hiện.
Việc định vị đúng cách giúp tối ưu hóa chất lượng sản phẩm, giảm thiểu sai số và đạt được các yêu cầu kỹ thuật của bản thiết kế. Các phương pháp định vị có thể bao gồm sử dụng các thiết bị cố định như chốt, bệ đỡ, hoặc các công cụ đặc biệt để đảm bảo chi tiết gia công luôn ở vị trí chính xác trong suốt quá trình sản xuất.
Các phương pháp định vị chi tiết phổ biến
Dưới đây là 2 phương pháp định vị chi tiết phổ biến nhất hiện nay
1. Phương pháp rà gá
Phương pháp rà gá là một kỹ thuật phổ biến trong việc định vị chi tiết. Người vận hành có thể thực hiện rà gá theo hai cách: rà trực tiếp trên máy hoặc dựa vào các dấu vạch đã được chuẩn bị trước.
Phương pháp này chủ yếu được áp dụng trong sản xuất đơn chiếc và các lô sản phẩm nhỏ, đặc biệt là trong các công đoạn sửa chữa và chế tạo thử. Để thực hiện phương pháp rà gá, người vận hành cần sử dụng một số công cụ như:
- Bàn máy.
- Mũi rà.
- Đồng hồ so.
- Hệ thống đo quang học.
Ưu điểm của phương pháp rà gá trong định vị chi tiết bao gồm:
- Đạt độ chính xác nhanh chóng (tùy thuộc vào kỹ năng và kinh nghiệm của người gia công).
- Loại bỏ ảnh hưởng của độ mòn dao, đảm bảo tính chính xác của quá trình gia công.
- Có thể sử dụng các phôi có sai số chế tạo lớn.
- Quá trình định vị đơn giản, không yêu cầu dụng cụ gá quá phức tạp.
Nhược điểm của phương pháp rà gá là:
- Có thể gặp khó khăn và độ chính xác không cao đối với công nhân thiếu kinh nghiệm.
- Chất lượng sản phẩm phụ thuộc nhiều vào tay nghề của người thực hiện.
- Năng suất thấp.
Xem thêm: Khám phá các sản phẩm của máy tiện CNC
2. Phương pháp tự động đạt kích thước
Phương pháp tự động đạt kích thước được sử dụng rộng rãi trong sản xuất hàng loạt và các loại sản phẩm số lượng lớn. Phương pháp này giúp xác định chính xác vị trí của chi tiết gia công, dụng cụ cắt và máy thông qua hệ thống cơ cấu định vị trong đồ gá.
Phương pháp này giúp xác định vị trí tương quan giữa chi tiết và dụng cụ cắt, dựa vào các cơ cấu định vị có sẵn trong đồ gá.
Ưu điểm của phương pháp tự động đạt kích thước:
- Độ chính xác khi gá không bị ảnh hưởng bởi trình độ của người thực hiện.
- Quá trình gia công nhanh chóng, giúp nâng cao năng suất.
Nhược điểm của phương pháp này là:
- Phù hợp cho các sản phẩm có số lượng lớn.
- Không thích hợp cho các phôi có dung sai quá lớn.
- Nếu dụng cụ cắt bị mài mòn nhanh trong quá trình gia công, thời gian điều chỉnh sẽ ngắn hơn, ảnh hưởng đến độ chính xác và chi phí sản xuất.
Nguyên tắc định vị chi tiết trong gia công
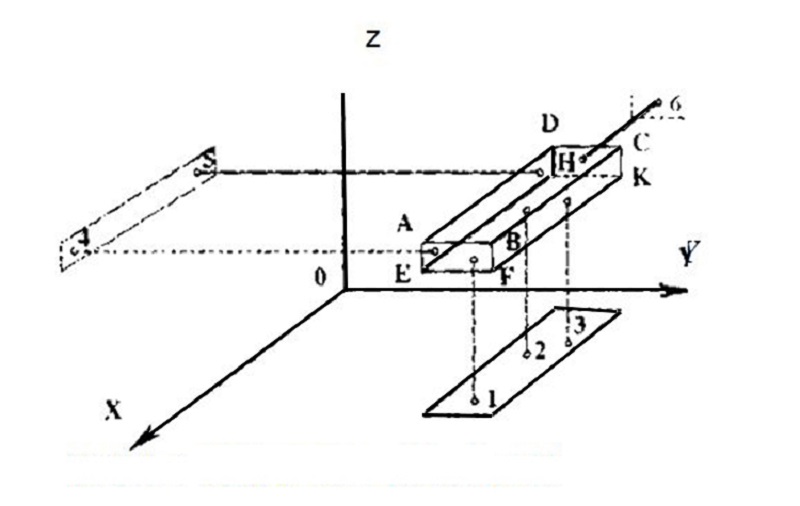
Một vật rắn tuyệt đối trong không gian có tổng cộng 6 bậc tự do chuyển động. Hãy xét một khối lập phương được đặt trong hệ tọa độ Đề-các.
Mặt phẳng Oxy giới hạn 3 bậc tự do sau:
- Điểm 1: Ngăn chặn chuyển động tịnh tiến dọc theo trục OZ.
- Điểm 2: Ngăn chặn chuyển động quay quanh trục OX.
- Điểm 3: Ngăn chặn chuyển động quay quanh trục OY.
Mặt phẳng Oyz kiểm soát 2 bậc tự do:
- Điểm 4: Hạn chế chuyển động tịnh tiến dọc theo trục OX.
- Điểm 5: Hạn chế chuyển động quay quanh trục OZ.
Lưu ý: Khoảng cách giữa điểm 3 và điểm 4 càng lớn thì độ cứng vững của chi tiết càng cao.
Mặt phẳng Oxz hạn chế thêm 1 bậc tự do:
- Điểm 6: Ngăn chặn chuyển động tịnh tiến dọc theo trục OY.
Tầm quan trọng của việc định vị chi tiết gia công chính xác
Việc định vị chi tiết có thể được thực hiện bằng nhiều loại đồ gá khác nhau, tùy thuộc vào đặc điểm và kích thước cụ thể của từng chi tiết.
Định vị chính xác đóng vai trò vô cùng quan trọng vì:
- Giúp kiểm soát chặt chẽ dung sai kích thước cũng như dung sai về hình dáng hình học của chi tiết gia công.
- Phương pháp định vị phù hợp với từng biên dạng chi tiết sẽ tạo điều kiện thuận lợi cho quá trình sản xuất, đồng thời đảm bảo độ chính xác và tính thẩm mỹ của sản phẩm.
- Tiết kiệm thời gian gia công so với việc sử dụng các loại đồ gá đa năng, nhờ đó nâng cao hiệu suất sản xuất.
Xem thêm: Máy tiện CNC có mấy trục? Chức năng của từng trục máy tiện CNC
Hướng chuyển động của chi tiết khi định vị
Trong quá trình gia công, chi tiết có thể di chuyển theo nhiều phương và trục khác nhau. Cụ thể:
- Di chuyển tịnh tiến dọc theo trục OX, được ký hiệu là OX-.
- Di chuyển tịnh tiến dọc theo trục OY, được ký hiệu là OY-.
- Di chuyển tịnh tiến dọc theo trục OZ, được ký hiệu là OZ-.
- Quay quanh trục OX, ký hiệu là OX.
- Quay quanh trục OY, ký hiệu là OY.
- Quay quanh trục OZ, ký hiệu là OZ.
Những mặt phẳng chuẩn cho định vị chi tiết
Khi định vị chi tiết trong gia công, người vận hành cần nắm vững các mặt phẳng chuẩn sau:
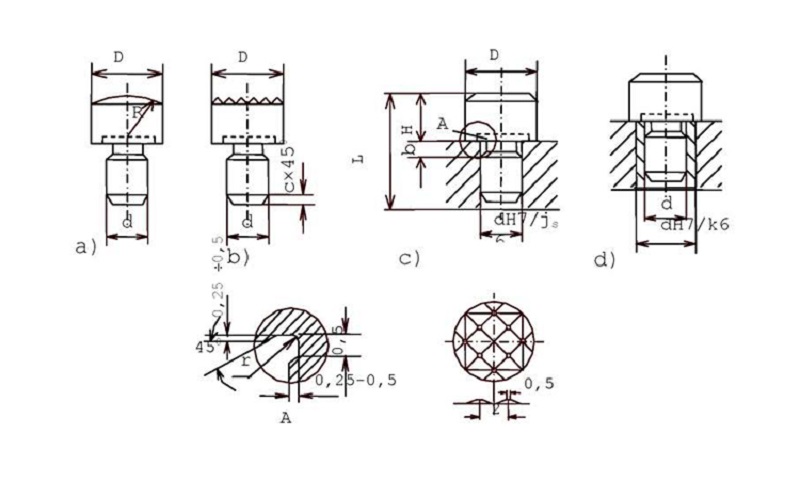
Các mặt phẳng chuẩn định vị
- Mặt chuẩn chính: Là bề mặt có 3 điểm được sử dụng để định vị.
- Mặt chuẩn dẫn hướng: Là bề mặt có 2 điểm dùng để định vị.
- Mặt chuẩn chặn: Là bề mặt có 1 điểm dùng để định vị.
Đối với chi tiết dạng tròn xoay
- Mặt chuẩn chính:
- Đối với mặt trụ: Có 4 điểm định vị.
- Đối với mặt đầu: Có 3 điểm định vị.
- Mặt chuẩn dẫn hướng: Sử dụng mặt trụ với 2 điểm định vị (khi mặt chuẩn chính có 3 điểm định vị).
- Mặt chuẩn chặn: Có 1 điểm định vị (khi mặt chuẩn chính có 4 điểm định vị).
Lưu ý:
- Khoảng cách giữa các điểm định vị càng lớn càng tốt để tăng độ ổn định.
- Mặt chuẩn chính nên có diện tích rộng để đảm bảo độ chính xác.
- Mặt chuẩn dẫn hướng nên có dạng dài và hẹp để tăng khả năng dẫn hướng.
- Mặt chuẩn chặn cần có diện tích nhỏ để thuận tiện cho việc định vị.
Xem thêm: Thiết kế CNC là gì? Những phần mềm thiết kế CNC phổ biến hiện nay
Các bước cơ bản trong quy trình định vị chi tiết trong gia công
Quy trình định vị chi tiết trong gia công thường bao gồm 2 bước cơ bản sau:
1. Định vị chi tiết
Đây là giai đoạn đầu tiên, nhằm xác định vị trí chính xác của chi tiết so với dụng cụ cắt trước khi tiến hành gia công. Việc định vị đúng giúp tạo ra sự tương quan cần thiết giữa chi tiết và thiết bị, đảm bảo tính chính xác trong quá trình sản xuất.
2. Kẹp chặt chi tiết
Sau khi hoàn tất bước định vị, chi tiết sẽ được cố định chắc chắn để ngăn chặn sự di chuyển hoặc rung lắc do tác động của ngoại lực, đặc biệt là lực cắt. Quá trình này đảm bảo chi tiết giữ nguyên vị trí trong suốt quá trình gia công, giúp sản phẩm đạt chất lượng cao và ổn định.
Lưu ý quan trọng:
Người vận hành cần tuân thủ đúng trình tự: định vị trước, kẹp chặt sau. Tuyệt đối không bỏ qua hoặc thực hiện các bước này theo thứ tự đảo ngược, vì có thể làm giảm độ chính xác và ảnh hưởng đến chất lượng sản phẩm.
Định vị chi tiết gia công một cách chính xác và hiệu quả đóng vai trò quan trọng trong quá trình sản xuất. Không chỉ ảnh hưởng trực tiếp đến chất lượng và độ chính xác của sản phẩm, việc định vị đúng còn giúp giảm thời gian gá đặt, nâng cao năng suất và tối ưu chi phí sản xuất cho doanh nghiệp.
Để cập nhật thêm nhiều kiến thức bổ ích về máy CNC và các phương pháp gia công hiện đại, đừng quên theo dõi trang TULOCTECH ngay hôm nay!
CÔNG TY TNHH MTV KỸ THUẬT TÚ LỘC
- Trụ Sở Chính TLT – Hồ Chí Minh
354 Quốc Lộ 1A, P. Bình Hưng Hòa B, Q. Bình Tân, Tp. Hồ Chí Minh - Chi nhánh Gia Công TLT – Hồ Chí Minh
356/1 Quốc Lộ 1A, P. Bình Hưng Hòa B, Q. Bình Tân, Tp. Hồ Chí Minh - Chi Nhánh TLT – Hà Nội
Km 6 Võ Văn Kiệt, Thôn Đoài, X. Nam Hồng, H. Đông Anh, Thủ đô Hà Nội - Chi nhánh TLT – Bắc Ninh
Đ. Lê Thái Tổ, P. Võ Cường, TP. Bắc Ninh (Kế bên Honda, đối diện Toyota) - Hotline: 1900.989.906