Chính sách, Khám phá
Doa lỗ là gì? Hướng dẫn cách doa lỗ hiệu quả và đơn giản nhất
Hoạt động hoàn thiện là rất quan trọng đối với chất lượng và chức năng của các thành phần gia công. Doa, là một trong những quy trình hoàn thiện, đảm bảo rằng các lỗ trên phôi gia công của bạn có độ chính xác về đường kính, dung sai kích thước và độ hoàn thiện bề mặt cao nhất. Thông thường, các nhà sản xuất sử dụng nó sau khi quá trình khoan đã hoàn thành.
Doa lỗ là gì? Mục đích của nó là gì? Làm thế nào bạn có thể đạt được kết quả tốt nhất từ quá trình doa? Bài viết này trả lời những câu hỏi này, thảo luận sâu rộng về quy trình doa CNC, bao gồm các vấn đề liên quan đến quy trình này và các mẹo để đạt được kết quả tốt nhất.
Doa lỗ là gì?
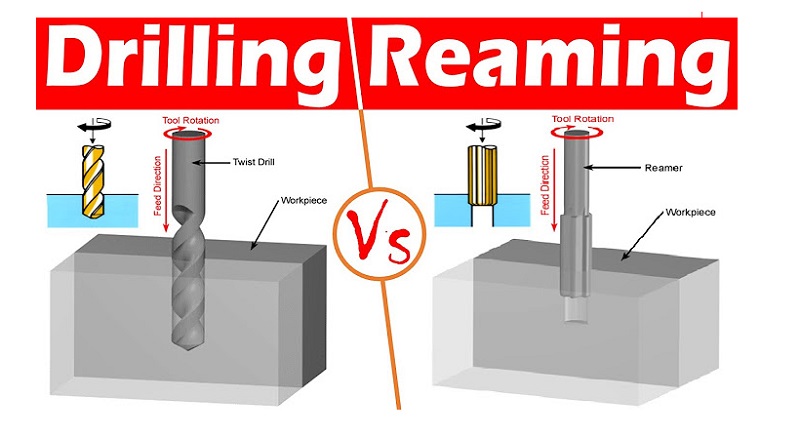
Doa là một nguyên công cắt liên quan đến việc mở rộng đường kính lỗ hiện tại một cách chính xác hơn và nâng cao độ hoàn thiện bề mặt của thành lỗ. Công cụ doa được sử dụng cho hoạt động doa được gọi là “Dao doa”. Quá trình này là một hoạt động hoàn thiện và không cắt nhiều vật liệu so với doa hoặc khoan. Ngoài ra, mũi doa lỗ quay với tốc độ chính xác bằng một nửa RPM của hoạt động khoan khi gia công phôi.
Mục Đích Của Doa lỗ Là Gì?

Mục đích chính của việc doa lỗ trong phôi là để cải thiện độ chính xác về kích thước, chất lượng bề mặt và mức dung sai. Các nhà sản xuất áp dụng gia công mũi doa vì đây là lựa chọn tốt nhất do tốc độ và chi phí thấp. Doa CNC có thể mang lại bề mặt hoàn thiện tốt hơn với khả năng mài chính xác , tạo ra các lỗ có kích thước cụ thể và đường kính chính xác.
Các quy trình như khoan và doa diễn ra trước khi doa kim loại vì chúng phải chuẩn bị lỗ trước khi doa. Dao doa lỗ là một lựa chọn lý tưởng để xem xét bất cứ khi nào bạn cần giữ chính xác hơn dung sai -/+ 0,002″ trở lên đối với đường kính lỗ.
Hướng dẫn cách doa lỗ hiệu quả và dễ dàng
Để có được kết quả tốt nhất từ quá trình gia công chính xác này , bạn phải chuẩn bị các lỗ của mình với lượng phôi phù hợp để mũi doa cắt. Mũi doa chà lỗ để lại đường kính nhỏ hơn yêu cầu nếu phôi quá nhỏ. Tuy nhiên, nếu lượng hàng quá nhiều, lỗ có thể trở nên quá khổ và có bề mặt nhám.
Dưới đây là một vài bước về cách doa lỗ:
Bước 1 : Đảm bảo phôi đứng yên và siết chặt bằng kẹp để phôi không bị trượt hoặc rung lắc. Doa lỗ với kích thước mũi doa phù hợp. Thông thường, mũi doa lớn hơn lỗ gấp 1,5 lần.
Bước 2 : Xác định và khoan lỗ trên phôi gia công bằng cách sử dụng mũi khoan điểm có độ côn lớn hơn một chút so với mũi khoan được sử dụng để tạo lỗ hiện có. Tuy nhiên, đừng khoan bằng máy khoan trung tâm để có được kết quả mong muốn.
Bước 3 : Một nguyên tắc nhỏ giúp xác định kích thước mũi khoan tốt nhất là trừ 2% – 4% so với kích thước mũi khoan – trừ 2% đối với kim loại cứng hơn và 4% đối với vật liệu mềm hơn.
Bước 4 : Áp dụng bước tiến và tốc độ thích hợp cho vật liệu, dụng cụ doa và vận hành. Tuy nhiên, đảm bảo rằng mũi khoan và lỗ được bôi trơn tốt bằng chất làm mát hoặc dầu cắt trong quá trình doa CNC.
Bước 5 : Kiểm soát bước tiến và tốc độ của mũi doa
Xoay mỗi chuyển động (RPM): Sử dụng 1/2 – 2/3 tốc độ được sử dụng để khoan lỗ;
Nguồn cấp dữ liệu: Sử dụng gấp đôi nguồn cấp dữ liệu của mũi khoan được sử dụng
Bước 6 : Giũa phần trên cùng của lỗ bằng cách sử dụng mũi khoan 90º hoặc 82 º để phá vỡ cạnh.
Bước 7 : Sử dụng dầu cắt nhẹ hơn hoặc chất làm mát để bôi trơn vì hoạt động doa không nhất thiết cần chất lỏng cắt nặng để có hiệu suất cao. Nó cho phép bạn tạo ra một kích thước chính xác và một kết thúc mịn màng cho các bức tường của lỗ.
Bước 8 : Tránh dừng mũi doa trong khi vận hành hoặc dùng mũi doa mổ vào thành lỗ cho đến khi mũi doa chui ra khỏi đáy lỗ. Kéo thẳng mũi doa ra khỏi lỗ đã khoan khi máy đã tắt và trục chính đã ngừng hoạt động.
Các loại mũi dao doa lỗ phổ biến trên thị trường

1. Mũi doa tay
Mũi doa tay được phân loại là mũi doa hoa hồng hoặc rãnh, có một hình côn nhỏ ở đầu cắt để dễ dàng đưa mũi doa vào. Những mũi doa này có thể là rắn hoặc mở rộng. Tuy nhiên, sự mở rộng của nó bị hạn chế ở một mức độ cụ thể. Ngoài ra, máy khoan cầm tay có các lưỡi dao được đặt không đều xung quanh thân máy để giảm thiểu khả năng kêu lạch cạch.
2. Mũi doa nổi
Các mũi doa này có thể sửa lỗi căn chỉnh sai giữa lỗ đã khoan và trục của dụng cụ doa. Mũi doa nổi có hai lưỡi cắt có thể thay thế và điều chỉnh được, được giữ với nhau trong một rãnh của mũi khoan và được phép nổi theo hướng xuyên tâm. Những mũi doa này đặc biệt thích hợp cho phôi gia công quay trên máy tiện tháp pháo.
3. Mũi doa vỏ
Dao doa vỏ được sử dụng với các đầu dao doa vỏ, giúp lỗ trên mũi doa phù hợp nhất. Những mũi doa này được thiết kế đặc biệt để cắt vật liệu tự do và các lỗ doa được hoàn thiện tốt theo kích thước mong muốn.
Chúng được sử dụng trong máy bắt vít, máy khoan, máy bắt vít tự động, máy tiện, v.v. Dao doa vỏ là một lựa chọn tiết kiệm chi phí cho hoạt động doa lỗ lớn của bạn.
4. Mũi doa cacbua
Mũi doa cacbua lý tưởng cho các khu vực gia công có khả năng chống mài mòn cao, giúp mũi doa có tuổi thọ cao hơn trong khi lỗ có độ hoàn thiện xuất sắc. Mũi doa cacbua rắn tạo ra một lỗ hoàn hảo xung quanh trục của chúng thay vì lãng phí thời gian vào lỗ đã khoan trước đó.
Các sự cố thường gặp xảy ra trong quá trình doa lỗ
Một số biến chứng xảy ra khi cố gắng doa lỗ trên phôi. Trong số đó có:
1. Mũi doa tạo ra các lỗ Miệng chuông có kích thước không đủ hoặc lỗ quá khổ do lệch tâm, bước tiến và tốc độ không chính xác.
2. Mũi doa có thể bị kẹt và gãy do độ nhám bề mặt cao, vật liệu dụng cụ không phù hợp hoặc thiếu dòng chất lỏng cắt tới khu vực cắt.
3. Mũi doa có thể ảnh hưởng đến độ hoàn thiện bề mặt của lỗ do các mặt vát không bằng nhau, tiếng kêu, độ đảo trục chính quá mức hoặc hành động cắt không đủ.
4. Dụng cụ bị mài mòn hoặc gãy quá mức do lệch tâm hoặc áp lực doa quá lớn xảy ra.
Lời Khuyên Và Biện Pháp Phòng Ngừa Cho Các Hoạt Động Doa lỗ
Có một số lời khuyên hữu ích và biện pháp phòng ngừa cần xem xét khi thực hiện doa để có một hoạt động thành công. Dưới đây là một số trong số họ:
1. Tốc độ và bước tiến của mũi doa
Nguồn cấp dữ liệu và tốc độ cho gia công mũi doa có thể thay đổi đáng kể tùy thuộc vào vật liệu cần khoan CNC, loại máy cũng như độ hoàn thiện và độ chính xác được yêu cầu. Nói chung, hầu hết các thao tác doa trên máy được thực hiện ở khoảng hai phần ba bước tiến và tốc độ được sử dụng để khoan lỗ trên cùng một vật liệu.
Nguồn cấp dữ liệu liên quan đến doa kim loại thường cao hơn nguồn cấp dữ liệu được sử dụng để khoan và nó thường chạy 200% đến 300% nguồn cấp dữ liệu khoan. Mòn mũi doa quá mức có thể xảy ra do bước tiến quá thấp. Do đó, bước tiến phải đủ cao để cho phép dụng cụ doa luôn cắt thay vì chà xát hoặc đánh bóng.
2. Căn chỉnh
Sự thẳng hàng hoàn hảo của trục chính, ống lót, mũi doa và lỗ được doa là rất quan trọng đối với hoạt động doa. Góc xoắn cũng phải được phối hợp chính xác để phù hợp với các thông số khác. Bất kỳ biến thể nào cũng có xu hướng làm tăng độ mòn và độ lệch của mũi doa về độ chính xác của lỗ.
Trong khi đó, các lỗ quá khổ, hình côn hoặc miệng chuông yêu cầu bạn kiểm tra sự liên kết của các thông số này. Đôi khi có thể giảm thiểu sai số do điều chỉnh sai bằng cách sử dụng các giá đỡ có thể điều chỉnh được.
3. Mài lại mũi doa
Một trong những nguyên tắc của dụng cụ cắt là đảm bảo rằng dụng cụ không bị quá cùn trước khi thay thế hoặc mài sắc. Sẽ rất hữu ích nếu mài lại phần vát trên mũi doa trước khi nó bị mòn hoặc không cắt được. Tuy nhiên, việc mài sắc chỉ giới hạn ở mặt vát hoặc chỉ vào côn. Bạn phải rất cẩn thận để mài đều từng sáo, nếu không dụng cụ dễ bị cắt quá khổ. Không nên mài vát mép bằng tay vì rất khó để duy trì các cạnh cắt đều nhau.
4. Tập trung vào Dự phòng Chứng khoán
Dự trữ cho phép gia công doa bao gồm 0,010″ trên lỗ ¼”, 0,015″ trên lỗ ½” và tối đa 0,025″ trên lỗ 1½”. Mặt khác, doa tay có lượng hàng dự trữ nhỏ hơn nhiều, và đó là do khó đẩy mũi doa qua hàng tồn kho lớn. Do đó, dung sai tiêu chuẩn cho mũi khoan tay là 0,001″ đến 0,003″.
5. Tránh trò chuyện
Tiếng kêu trong các nguyên công doa gây hại cho sự hoàn thiện của lỗ và mũi doa đang làm việc trên đó. Tiếng kêu có thể xảy ra do máy thiếu độ cứng, khe hở quá mức trên mũi doa, phần nhô ra quá mức của mũi doa và bước nạp quá nhẹ. Để giảm thiểu hoặc tránh tiếng kêu trong quá trình doa, hãy giảm tốc độ cắt và tăng tốc độ nạp.
Làm Thế Nào Để Xác Định Kích Thước Của Lỗ Doa?
Doa là một cách hoàn thiện lỗ hiệu quả và nhanh hơn so với các quy trình như doa. Tuy nhiên, một điều cần thiết cần xem xét khi bạn doa một lỗ là kích thước của lỗ. Nếu bạn tạo lỗ quá lớn, mũi doa sẽ khó thực hiện công việc của nó. Tương tự như vậy, tạo lỗ quá nhỏ cũng không hiệu quả. Bạn phải khoan lỗ bạn muốn doa đúng kích cỡ để đạt được kết quả tốt nhất.
Nói chung, quy tắc ngón tay cái là giữ lại 0,010″ đến 0,015″ vật liệu sau thao tác khoan để máy doa cạo. Các đường kính nhỏ như 1/32″ trở xuống phải có 0,003″ đến 0,006″ vật liệu để trích xuất thông qua doa CNC.
Tuy nhiên, sử dụng tỷ lệ phần trăm thay vì phạm vi cố định sẽ là tốt nhất. Sẽ hữu ích nếu bạn làm cho đường kính của lỗ nhỏ hơn 2% đến 3% so với đường kính của mũi doa. Bạn có thể sửa đổi đường kính của lỗ nhỏ hơn 5% so với đường kính của mũi doa nếu điều kiện thuận lợi.
Sự khác biệt giữa khoan, doa và doa lỗ
Các quy trình doa, doa và khoan là các hoạt động gia công khác nhau giúp tạo ra một lỗ mới hoặc sửa đổi một lỗ hiện có trong phôi bằng các công cụ cắt khác nhau. Tuy nhiên, để hiểu được sự khác biệt giữa doa so với doa và doa so với khoan, chúng ta sẽ phải thảo luận về các quy trình này một cách riêng biệt.
Doa lỗ
Như đã thảo luận trước đó, doa CNC là một quy trình cắt sử dụng máy cắt quay để tạo hoặc sửa đổi các lỗ hiện có với các thành bên trong nhẵn trong phôi. Tuy nhiên, doa yêu cầu một lỗ hiện có được chuẩn bị bởi quá trình khoan.
Thông thường, máy cắt quay được sử dụng trong hoạt động doa được gọi là máy doa và nó chiết xuất vật liệu từ phôi ít hơn đáng kể so với các mũi khoan được sử dụng trong hoạt động khoan.
Chức năng chính của thao tác doa/doa là tạo ra các thành lỗ hiện có nhẵn. Các nhà sản xuất thực hiện các thao tác doa bằng máy khoan hoặc máy phay. Dung sai kích thước của doa kim loại xấp xỉ IT9⁓IT6, trong khi giá trị độ nhám bề mặt có thể lên tới Ra 3,2⁓0,2µm.
Doa
Đó là một quy trình cắt sử dụng dao cắt một điểm hoặc đầu doa để mở rộng lỗ hiện có trên phôi. Thao tác doa hoàn toàn khác với thao tác khoan, bao gồm việc tạo một lỗ mới hoặc lỗ ban đầu trên phôi.
Sử dụng máy phay, máy tiện hoặc máy phay doa ngang, bạn có thể khoan một lỗ. Mặc dù việc khoan tạo ra một lỗ ban đầu trong phôi gia công, thao tác móc lỗ giúp mở rộng các lỗ được tạo ra. Kích thước dao không giới hạn đường kính lỗ doa. Quy trình gia công doa có khả năng sửa lỗi đáng kể và độ chính xác định vị cao.
Cắt nhiều lần có thể sửa các lỗi sai lệch của trục lỗ ban đầu và quá trình doa có thể tạo ra các lỗ khác nhau với kích thước và độ chính xác khác nhau. Độ chính xác móc lỗ là IT9⁓IT7, trong khi độ nhám bề mặt nằm trong khoảng Ra 3,2⁓0,8µm.
Khoan
Khoan CNC là một quy trình điển hình tạo ra các lỗ hình tròn trên phôi bằng mũi khoan. Người thợ máy phải ấn mũi khoan vào vật gia công để khoan một lỗ . Mũi khoan khoan theo cách của nó vào phôi tạo ra một lỗ hình tròn khi mũi khoan được kích hoạt.
Khoan tạo điều kiện để tạo lỗ ren . Nó cho phép khoan một lỗ tiêu chuẩn trên các vật liệu cứng hơn như kim loại, để chuẩn bị cho quá trình xử lý lỗ tiếp theo. Do đó, độ chính xác khi khoan thấp hơn so với doa và doa, chỉ IT13⁓IT11, trong khi nó có độ nhám bề mặt cao Ra 50⁓12,5µm.
Tóm lại, sự khác biệt chính giữa ba quy trình này là đủ rõ ràng. Doa tạo ra thành bên trong tốt bên trong các lỗ hiện có, doa làm tăng đường kính của nó, trong khi khoan tạo ra lỗ trên phôi.
Khi Nào Nên Chọn doa lỗ

Doa lỗ và doa là những kỹ thuật gia công tinh lý tưởng giúp tạo ra các lỗ có đường kính chính xác và dung sai chặt chẽ hơn. Tuy nhiên, có một số yếu tố có thể dẫn đến việc lựa chọn doa lỗ thay vì doa. Dưới đây là một số trong số họ:
1. Doa tiết kiệm thời gian
Mũi doa có dụng cụ cắt đa điểm với tối đa 10 răng tùy thuộc vào kích thước của nó. Nó giảm thời gian chu kỳ và nhiều răng của nó mang lại cho bạn tốc độ nạp nhanh hơn nhiều, do đó tăng năng suất so với gia công bằng một răng. Do đó, doa CNC là một lựa chọn tốt hơn so với doa khi thời gian là yếu tố chính.
2. Quy trình đơn giản
Doa là lựa chọn tốt nhất của bạn cho quy trình gia công lỗ đơn giản. Khá dễ dàng để cài đặt mũi doa cho các hoạt động doa hiệu suất cao. Dụng cụ doa không cần điều chỉnh đường kính liên tục vì dụng cụ này có đường kính đặt trước chính xác. Quá trình doa ổn định và an toàn hơn so với doa một điểm, đòi hỏi phải điều chỉnh liên tục.
3. Cải thiện chất lượng
Doa mang lại chất lượng tốt hơn doa do có nhiều cạnh cắt. Sử dụng mũi doa, bạn có thể đạt được dung sai chặt chẽ nhất với tốc độ và tốc độ nạp cao hơn. Nhiều công cụ cắt của mũi doa không chỉ tiết kiệm thời gian mà còn tạo ra các chi tiết có chất lượng vượt trội.
Những câu hỏi thường gặp về doa lỗ
Các ứng dụng của quá trình doa là gì?
Quy trình doa thường được sử dụng để loại bỏ gờ và mở rộng lỗ cơ bản đồng thời mang lại chất lượng hoàn thiện với kích thước chính xác.
Nguyên nhân khiến máy doa kêu to?
Mũi doa kêu lạch cạch do máy hoặc ống lót thiếu độ cứng. Ngoài ra, nó xảy ra do các bước tiến quá nhẹ, giữ phôi không chắc chắn hoặc phần nhô ra quá mức của mũi doa.
Những lợi thế của doa là gì?
Tốc độ tiến dao cao hơn và độ chính xác của lỗ khoan được cải thiện là những lợi thế của doa. Tương tự như vậy, doa tốc độ cao giúp nâng cao khả năng hoàn thiện lỗ khoan, giúp lỗ có bề mặt hoàn thiện tốt hơn.
Phần Kết Luận
Doa là một trong những kỹ thuật gia công tinh tiêu chuẩn phù hợp nhất để gia công lỗ trên phôi gia công của bạn. Đó là một phương pháp xử lý kinh tế và thiết thực cho các lỗ nhỏ hơn. Tuy nhiên, để có được kết quả tốt nhất từ hoạt động doa của bạn, bạn nên chú ý hơn đến việc sử dụng đúng mũi doa với góc xoắn thích hợp.
Mong rằng, qua những thông tin mà chúng tôi vừa chia sẻ trên đây sẽ giúp bạn biết được doa lỗ là gì? cũng như những thông tin về phương pháo này. Nếu có nhu cầu mua máy phay CNC, tiện CNC, khoan taro CNC hãy liên hệ ngay với TULOCTECH nhé!