Khám phá, Kỹ thuật và máy móc
Gia công ren – Quy Trình, Phương Pháp & Hướng Dẫn Cắt
Gia công ren là một phần quan trọng trong lĩnh vực gia công cơ khí chính xác. Miễn là vít vẫn còn hiện diện trong các bộ phận được gia công, ren vẫn là một khía cạnh quan trọng của đồ kim loại. Nó tạo điều kiện cho việc kết nối các bộ phận với chi phí thấp, làm cho chúng trở nên lý tưởng để sử dụng với ốc vít, phụ kiện và đầu nối.
Gia công ren trong sản xuất bộ phận là gì?
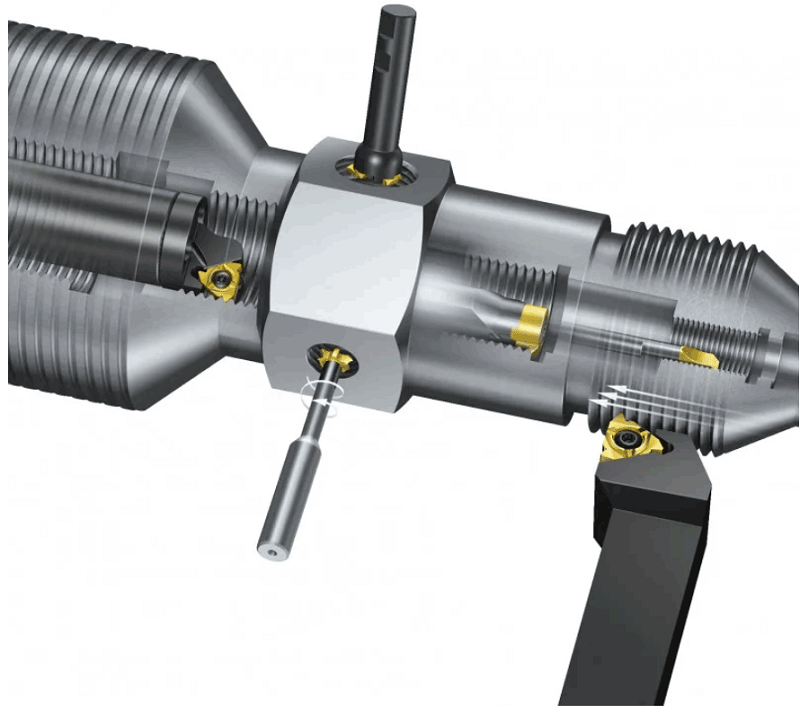
Gia công ren là một trong những ứng dụng quan trọng nhất trong trung tâm gia công CNC. Nó là một phương pháp trừ được sử dụng để tạo các luồng bên ngoài và bên trong có kích thước khác nhau. Quá trình gia công này diễn ra thông qua chuyển động tròn của dụng cụ quay được hiệu chỉnh với độ sâu và mật độ ren yêu cầu.
Chức năng chính của một luồng là hoạt động như một tác nhân ghép nối giữa hai cơ chế. Trong quá trình ghép nối, xảy ra chuyển động giữa các bộ phận.
Một chủ đề có các phần khác nhau. Chúng bao gồm đỉnh, gốc, góc xoắn, cao độ và sườn. Hãy để chúng tôi kiểm tra các bộ phận này một cách chi tiết.
Các thông số chính cho ren
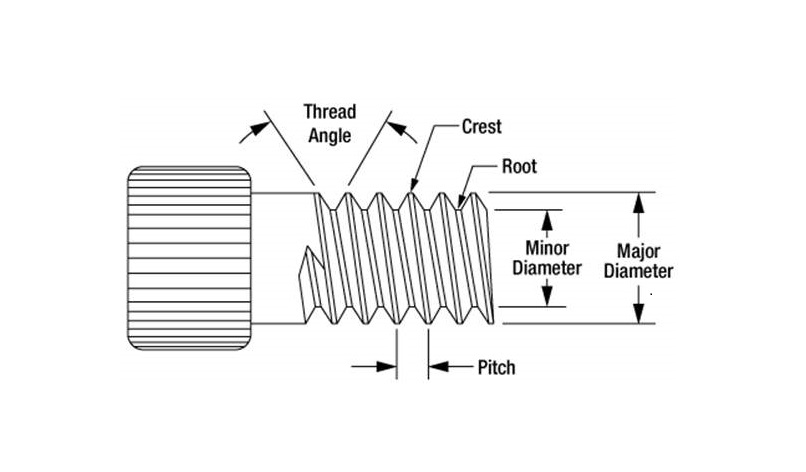
- Góc xoắn: Góc xoắn trong gia công là góc giữa trục ren và đường xoắn trong ren thẳng hoặc góc tạo bởi vùng xoắn hình nón của ren đối với ren côn.
- Gốc: Đây là dưới cùng của chủ đề. Nó là khu vực lân cận của hình nón hoặc hình trụ chiếu.
- Đỉnh: Đỉnh là đỉnh của các chủ đề. Đó là diện tích xa nhất của hình nón hoặc hình trụ được chiếu. Mào cũng là mặt ren nối hai bên sườn.
- Sườn: Phần ren này kết nối gốc với đỉnh. Về lý thuyết, giao điểm của mặt sườn với mặt phẳng trục là một đường song song.
- Về mặt lý thuyết, đường kính của bước bằng với đường kính của hình trụ hoặc hình nón. Cao độ là khoảng cách được đo giữa các khu vực trên các luồng liền kề. Các khu vực song song được đo phải tương ứng.
Các loại gia công ren
Có nhiều loại đề theo các tiêu chuẩn phân loại khác nhau. Đối với hệ thống ren Hợp nhất, ren UNF (mịn) và ren UNC (thô) là tiêu chuẩn. Tuy nhiên, hai loại chủ đề chính là chủ đề bên trong và bên ngoài.
Chủ đề nội bộ
Ren trong, còn được gọi là ren cái, được gia công bằng dụng cụ tạo ren một môi. Ngoài công cụ một môi này, nắp có ren truyền thống cũng có thể giúp cắt ren trong CNC. Điều quan trọng cần lưu ý là việc cắt ren trong chỉ xảy ra trên các bề mặt lõm.
Vì vậy, khi nào là một chủ đề nội bộ cần thiết? Bạn sẽ cần một cái nếu phôi của bạn cần chèn vít. Thợ máy sử dụng vòi tay hoặc vòi máy để cắt ren trong.
Chủ đề bên ngoài
Còn được gọi là ren vít, loại ren này tìm thấy ứng dụng trong vít, bu lông, đinh tán và thiết bị đo cắm. Sử dụng máy tiện là một trong những cách tạo ren ngoài hiệu quả nhất.
Một phương pháp khác là sử dụng khuôn tròn để cắt chỉ ngoài bằng tay. Khuôn tròn được sử dụng trong trường hợp này vẫn nằm trong kho khuôn cố định. Bên cạnh khuôn tròn, còn có khuôn hình vuông lục giác, lý tưởng cho việc sử dụng lồng vào nhau.
Làm thế nào để cắt ren gia công?
Cắt ren là lý tưởng để chế tạo các bộ phận có kết nối bắt vít. Biết cách cắt đề là có lợi. Ví dụ, với kiến thức này, bạn có thể sản xuất vít hoặc đai ốc nguyên khối hoặc sửa chữa chúng nếu cần. Ngoài ra, máy xâu chuỗi có thể không phải lúc nào cũng có sẵn.
Vì vậy, đây là cách cắt chủ đề.
1. Cách Cắt Chỉ Trong
Bạn đang muốn cắt ren trong? Trước tiên, hãy chuẩn bị các công cụ phù hợp, bao gồm kính bảo hộ, máy khoan cột hộp (đối với vòi máy), cờ lê vòi có thể điều chỉnh (đối với vòi cầm tay), vòi bên trong, mũi khoan xoắn và mũi khoan 90 độ.
Sau khi có được các công cụ phù hợp, bước tiếp theo là xác định đường kính của lỗ mà bạn muốn luồn chỉ vào. Sau khi đã xác định được đường kính, bước tiếp theo là tìm ra vòi phù hợp để cắt. Để xác định đường kính lỗ lõi, lấy đường kính Tap trừ đi bước ren.
Để bắt đầu cắt ren trong, trước tiên bạn định tâm bằng đột lỗ và sau đó khoan lỗ lõi bằng mũi khoan xoắn. Để tạo một góc vát vào lỗ lõi, hãy sử dụng mũi khoan 90 độ. Cắt chỉ liên quan đến việc xoay cờ lê vòi vào lỗ lõi có gắn vòi.
2. Cách Cắt Chỉ Ngoài
Các công cụ bạn cần để cắt ren ngoài bao gồm giũa, khuôn khuôn, đầu phẳng, khuôn tròn, que, bàn kẹp (để kẹp) và bình xịt cắt.
Để cắt ren ngoài, trước tiên hãy dũa các cạnh của thanh tròn và sau đó vát mép nó một góc 45 độ. Đảm bảo rằng khi so sánh với độ sâu của ren, phần vát lớn hơn.
Bước tiếp theo là kẹp hoặc kẹp khuôn tròn để cố định chắc chắn. Điều này ngăn chuyển động không mong muốn do thanh cần nhiều áp lực để cắt ren ngoài một cách tối ưu. Sử dụng bình xịt cắt để cải thiện chất lượng bề mặt của bộ phận.
Lời khuyên tuyệt vời cho chủ đề gia công
Có một số lợi ích kèm theo khi biết cách gia công các luồng. Tuy nhiên, nhận được các mẹo gia công tuyệt vời có thể đánh vần sự khác biệt giữa ren tối ưu và ren dưới mức tối ưu. Vì vậy, đây là một số mẹo để gia công ren.
- Bao gồm một mặt vát cho các phần cuối của ren bên ngoài;
- Đảm bảo đầu bắt đầu của ren có bề mặt phẳng. Ngoài ra, hãy đảm bảo rằng nó phù hợp với trục trung tâm của ren;
- Làm cho các chủ đề nội bộ kết thúc bằng một mũi khoan;
- Trong quá trình tạo hình hoặc cắt ren, các bộ phận dạng ống thường chịu áp lực, đó là lý do tại sao chúng phải tăng độ dày thành ống;
- Mặc dù sử dụng kích thước ren duy nhất là tốt và tốt, nhưng sử dụng kích thước ren tiêu chuẩn sẽ tiết kiệm hơn;
- Các luồng có chiều cao thấp hơn được ưu tiên hơn các luồng có chiều cao cao hơn nếu không có thông số kỹ thuật của luồng.
Các phương pháp gia công ren vít phổ biến trong quy trình CNC

Có một số phương pháp gia công ren vít trong CNC. Những phương pháp khác nhau có tính năng và lợi ích của họ. Ở đây, chúng ta sẽ thảo luận về những cái phổ biến và điều gì khiến chúng nổi bật.
1. Khai thác
Lỗ khai thác là lý tưởng để sử dụng trong sản xuất các chủ đề nội bộ. Đó là một phương pháp luồng kinh tế cũng như hiệu quả. Phương pháp CNC này được áp dụng cho các lỗ ren có độ chính xác vị trí thấp cũng như các lỗ có đường kính nhỏ.
Nó như một phương pháp gia công ren vít đã giảm thời gian chết của máy ren CNC. Ngoài ra, cơ cấu gia công ở đây khá đơn giản so với các phương pháp khác. Hơn nữa, tarô là một quy trình cắt tốc độ cao giúp cải thiện đáng kể năng suất và hiệu quả gia công.
Dụng cụ cắt được sử dụng trong phương pháp gia công này rẻ hơn, do đó giảm chi phí sản xuất. Nó cũng là một quá trình linh hoạt với một loạt các ứng dụng.
2. Phay ren
Đây là một phương pháp khác được sử dụng để tạo ren vít. Quá trình này sử dụng dao phay cũng như trung tâm gia công 3 trục. Nó cũng áp dụng phép nội suy vòng tròn của ba trục chính; nguồn cấp dữ liệu tuyến tính x, y và z. Phay ren lý tưởng để ren các bộ phận lớn hoặc vật liệu có giá trị cao.
Phay ren có tốc độ xử lý nhanh, độ chính xác cao và hiệu quả. Công cụ phay được sử dụng thường chứa hợp kim cứng. Ngoài ra, các công cụ dao phay rất linh hoạt, giảm nhu cầu mua các công cụ khác nhau cho các quy trình phay khác nhau . Chẳng hạn, cùng một máy cắt có thể cắt ren trái và ren phải bằng cách sử dụng cùng bước vít. Bạn có thể điều chỉnh đường kính lỗ, dung sai và cắt vật liệu với độ khó tối thiểu.
Các sợi được tạo ra bằng phương pháp phay có bề mặt chất lượng cao và không có gờ. Phương pháp này lý tưởng để chế tạo các bộ phận có thành mỏng, gia công các lỗ mù và các bộ phận không đối xứng/không quay.
3. Tiện CNC trên máy tiện
Cắt ren trên máy tiện là một quy trình ren vít phổ biến khác với nhiều ứng dụng. Máy tiện CNC tạo điều kiện sản xuất ren vít chất lượng cao. Với phương pháp này, người thợ máy có thể tạo ra một số ren côn, ren dẫn và bước ren.
Khai thác cứng và ren một điểm là hai trong số các phương pháp phổ biến nhất được sử dụng trong ren máy tiện CNC. Cắt ren một điểm sử dụng một công cụ có hạt dao có thể lập chỉ mục với hình dạng và kích thước tương ứng với hình dạng và kích thước của đầu vít đã hoàn thiện.
4. Mài ren
Điều này là lý tưởng để sử dụng trong ren phôi gia công cứng. Hai loại đá mài chính được sử dụng cho quá trình này; đá mài nhiều dòng và đá mài một dòng. Bánh mài một dòng có độ chính xác bước với cấp 5 ~ 6. Nó cũng có độ nhám bề mặt là R1,25~0,08 μm.
Mài một đường là lý tưởng để chế tạo vít chính xác, con sâu, thước đo ren, bếp mài xẻng và ren lô nhỏ.
Quá trình mài nhiều đường được chia thành các phương pháp mài cắt và mài dọc. Sự khác biệt chính giữa hai phương pháp này là chiều rộng của bánh mài. Theo phương pháp dọc, chiều rộng của bánh mài nhỏ hơn chiều dài của ren được mài. Mặt khác, chiều rộng của đá mài được sử dụng trong phương pháp cắt trong có chiều dài lớn hơn ren.
Kết luận
Để sản xuất các bộ phận chất lượng cao, điều quan trọng là phải có hiểu biết sâu sắc về các quy trình sản xuất khác nhau có liên quan. Kiến thức cũng khai sáng cho bạn về cách đối phó với một số thách thức gia công như nói nhảm trong gia công .
Các luồng gia công là một khía cạnh quan trọng của hầu hết các sản phẩm yêu cầu khớp nối hoặc kết nối. Biết cách chúng hoạt động, các tham số của chúng và các quy trình gia công khác nhau có sẵn sẽ giúp bạn đưa ra các quyết định gia công phù hợp.