Khám phá
Hướng dẫn sét dao máy phay CNC nhanh chóng, dễ thực hiện
Sét dao máy phay CNC là một thao tác quan trọng trong việc đảm bảo chất lượng và hiệu suất làm việc của máy móc. Với khả năng tùy chỉnh linh hoạt, sét dao giúp gia công các chi tiết phức tạp với độ chính xác cao, từ đó nâng cao năng suất và giảm thiểu lỗi sản xuất. Hãy cùng chúng tôi tìm hiểu các bước sét dao máy phay CNC nhanh chóng trong bài viết dưới đây.
Sét dao máy phay CNC là gì?

Sét dao máy phay CNC là quá trình căn chỉnh dao cắt sao cho vị trí của chúng phù hợp với chương trình gia công trên máy phay CNC. Điều này đảm bảo rằng dao cắt di chuyển chính xác theo các tọa độ đã được lập trình, giúp cắt gọt vật liệu đảm bảo độ chính xác cao nhất. Quá trình này yêu cầu sự tinh chỉnh tỉ mỉ và đúng quy trình để tránh sai lệch trong quá trình gia công, đảm bảo sản phẩm cuối cùng đạt tiêu chuẩn về kích thước và hình dáng.
Việc sét dao máy phay CNC ảnh hưởng trực tiếp đến chất lượng sản phẩm và hiệu quả của quá trình gia công. Nếu dao cắt không được sét chính xác, có thể dẫn đến sai số trong quá trình cắt, làm hỏng chi tiết hoặc làm chậm quá trình sản xuất. Bên cạnh đó, việc sét dao đúng cách còn giúp tăng tuổi thọ của dao cắt, giảm chi phí bảo trì và thay thế dao, từ đó tối ưu hóa chi phí sản xuất.
Các bước sét dao máy phay CNC đơn giản, dễ thực hiện

Quy trình sét dao máy phay CNC ảnh hưởng trực tiếp đến chất lượng của sản phẩm cuối cùng. Do đó, người vận hành cần thực hiện các bước sét dao máy phay CNC một cách chính xác theo hướng dẫn như sau:
Bước 1: Để đầu chạm trên băng máy, mặt đầu phôi hoặc mặt đầu eto.
Bước 2: Lựa chọn dao phay cần sét. Ví dụ lựa chọn dao số T04.
Bước 3: Di chuyển trục Z nhấn vào mặt đầu của đầu chạm đến vị trí 0. Lúc này, mặt đầu phôi sẽ cách mặt đầu dao một khoảng bằng 50mm. Đảm bảo trục chính không quay, ghi nhớ tọa độ Z.
Bước 4: Mở bảng offset -> Chọn mục offset, di chuyển đến vị trí Geom (H).
Bước 5: Chọn vị trí nhập giá trị cho chiều dài dao số 4 ở hàng số 4. Nhập giá trị Z đã ghi nhớ ở bước 3 vào vị trí (ví dụ -246.46) -> Nhấn INPUT. Máy sẽ xuất kết quả sét dao máy phay CNC trên màn hình của bảng điều khiển.
Bước 6: Di chuyển dao phay ra xa chi tiết cần gia công.
Bước 7: Sử dụng chế độ MDI kiểm tra toạ độ offset dao. cho chạy lệnh G54 – G59.
Bước 8: Trên ô ABSOLUTE, di chuyển bàn và đánh giá bằng toạ độ X, Y, Z.
Bước 9: Di chuyển trục X đến vị trí X0, Y0, Z0.
Bước 10: Trong trường hợp X0, Y0, Z0 phù hợp với vị trí điểm chuẩn cần thiết lập thì chứng tỏ những thao tác thiết lập điểm chuẩn gia công đã chính xác. Nếu không, cần kiểm tra lại các bước sai. Thông thường sẽ sai ở ngay bước tính giá trị X, Y và ghi nhớ giá trị.
Cách hiệu chỉnh dao máy phay CNC
Trong quá trình gia công thường sử dụng đa dạng các loại dao có chiều dài khác nhau. Do đó, khi gắn dao vào phải thực hiện bù chiều dài dao nhằm đảm bảo độ chính xác cho chi tiết gia công. Cách hiệu chỉnh dao máy phay CNC thường được thực hiện như sau:
1. Bù bán kính dao phay CNC – G40 G41 G42
Quá trình bù bán kính trong sét dao máy phay CNC có nghĩa là dịch chuyển đường chạy dao sang trái hoặc phải từ đường chạy dao đã lập trình. Việc bù bán kính dao thường sử dụng khi gia công phay contour hoặc pockey. Dao phay ngón là công cụ được sử dụng để thực hiện gia công theo hình dáng trên bản vẽ.
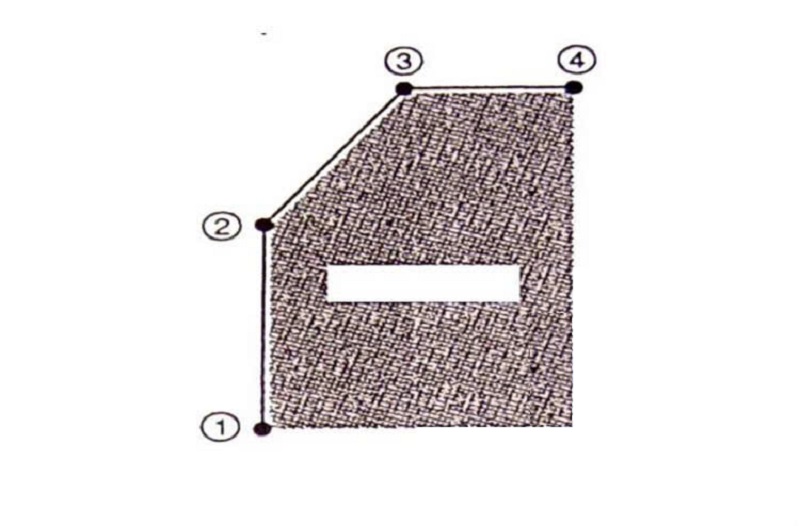
Quá trình sử dụng mã lệnh bù dao để gia công có hình dáng như hình vẽ bên dưới. Đường chạy dao sẽ đi qua điểm (1) – (2) – (3) – (4). Nếu chương trình không sử dụng bù dao, phôi sau khi cắt sẽ có hình dạng nhỏ hơn so với kích thước yêu cầu.
Để dịch chuyển đường chạy dao từ đường chạy dao đã lập trình, tiến hành nhập giá trị bán kính dao vào dữ liệu bù bán kính dao trên màn hình TOOL OFFSET. Khi sử dụng mã lệnh bù bán kính, đường chạy dao thực tế sẽ được dịch ra xa đường chạy dao đã lập trình bằng một lượng bù nhất định.
Xem thêm: Các loại máy phay ngang được sử dụng phổ biến nhất hiện nay
Khi sử dụng lệnh bù bán kính, người lập trình không cần thực hiện tính toán phức tạp để có được hình dáng chi tiết gia công theo yêu cầu. Người lập trình sử dụng các lệnh sau:
Bù bán kính dao trên mặt phẳng XY
G17 G01 (G00) G41 (G42) X_Y_D_F_;
G40 G01(G00) X_Y_I _J_ F;
Bù bán kính dao trên mặt phẳng ZX
G18 G01 (G00) G41 (G42) X_Z_D_F_;
G40 G01 (G00) X_ Z_I _ K_F_;
Bù bán kính dao mặt phẳng YZ
G19 G01 (G00) G41 (G42) X_Y_D_F_;
G40 G01(G00) Y_Z_J _K_ F;
| Mã lệnh | Mô tả |
| G17 G18 G19 | Lựa chọn mặt phẳng tiến hành bù bán kính dao. |
| G01 (G00) | Lựa chọn dạng nội suy để bù.
G00: chạy dao nhanh. G01: chạy dao cắt gọt. |
| G41 | Gọi mã lệnh bù bán kính (bù bên trái) đường dao thực tế sẽ được dịch sang trái so với đường lập trình một lượng bù xác định. |
| G42 | Gọi mã lệnh bù bán kính (bù bên phải), đường dao thực tế sẽ được dịch sang phải so với đường lập trình một lượng bù xác định. |
| G40 | Huỷ mã lệnh bù bán kính. |
| X, Y, Z | Toạ độ điểm cuối. |
| I ,J, K | Hướng của phôi được định nghĩa trong các khối lệnh tiếp sau, I J K là giá trị trong hệ tọa độ gia số |
| D | Mã số địa chỉ bù bán kính. |
| F | Tốc độ tiến dao. |
Để có thể thực hiện bù bán kính dao trong quá trình sét dao máy phay CNC một cách chính xác nhất, người lập trình cần tuân thủ theo những nguyên tắc sau:
- Việc bắt đầu và kết thúc bù trừ bán kính dao phay là chuyển động thẳng.
- Tuỳ thuộc vào hướng cắt thuận hay nghịch và biên dạng lập trình để lựa chọn lệnh G41 hay G42.
- Cần thực hiện nhập bán kính dao R vào bảng Offset Geometry để đảm bảo việc bù trừ bán kính dao diễn ra chính xác.
- Bán kính dao không phải nhỏ hơn quãng đường kính bù.
Lưu ý:
- Lệnh G40, G41, G42 không viết trên cùng một hàng.
- Đối với những lệnh còn trong đường biên dạng chi tiết sẽ không huỷ bù trừ vì sẽ gây ra hiện tượng cắt lẹm vào phôi.
2. Bù chiều dài dao – G43 G44 G49
Thông thường, lệnh G43 và G44 được sử dụng để xác định mũi dao theo trục Z. Chiều dài của từng dao là khác nhau nên khi gia công, người lập trình cần xác định lại tọa độ của từng dao sao cho thống nhất. Trong một chương trình, lệnh vị trí dao theo trục Z được xác định với đầu dao.
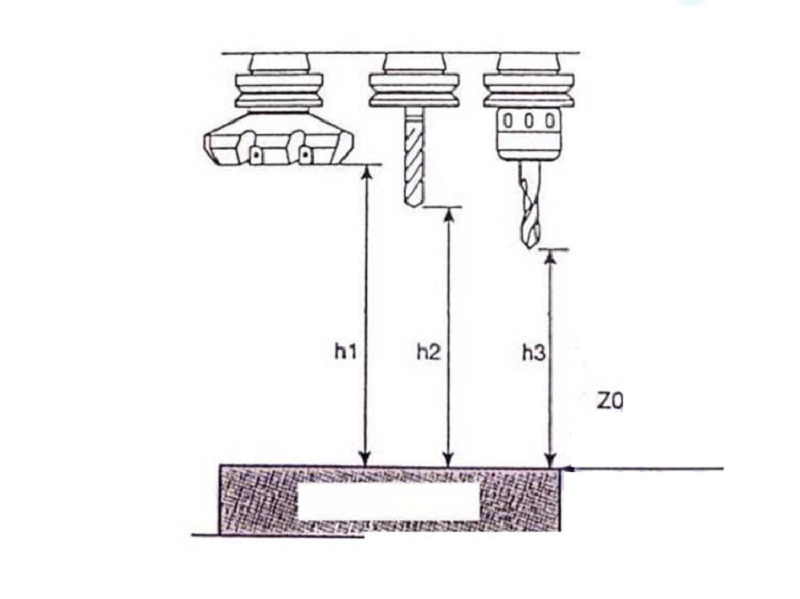
Vị trí của đầu dao theo trục Z tại điểm O của máy thay đổi tuỳ thuộc theo chiều dài mỗi dao. Do vậy khi chưa đặt lệnh bù dao theo chiều Z, dao T1 ,T2 ,T3 ở vị trí gốc máy theo chiều Z, thì tọa độ mũi của chúng sẽ khác nhau. Như thế nếu có lệnh di chuyển đến Z 30.0. Thì mũi của từng dao cũng sẽ đến các vị trí khác.
Trong quá trình xét đặt vị trí, khoảng cách h1, h2 và h3 tính từ mũi các dao đến vị trí Z0 được nhập vào bảng TOOL OFFSET. Khi sử dụng mã G43 trong chương trình, lượng bù dao sẽ được tính. Nếu các dao được lập trình ở cùng một chiều cao (ví dụ Z30.0 ). Đầu các dao đó cùng di chuyển đến vị trí có cùng chiều cao là Z30.0 so với gốc phôi.
Trên màn hình TOOL OFFSET, ví dụ chiều dài dao được nhập:
1………………………-300.0 (Lượng bù của dao số 1)
2………………………-270.0 (Lượng bù của dao số 2)
3………………………-200.0 (Lượng bù của dao số 3)
Dao 1:
Để định vị tại độ cao Z30.0
G90 G00 G43 Z30.0 H1 -300.0 (Lượng bù của dao số 1)
+30.0 (Vị trí đầu dao 1 so với gốc phôi) =-270.0
Dao T1 chuyển động đến vị trí 270mm, theo chiều – của trục Z, từ điểm gốc máy.
Xem thêm: Máy phay CNC dùng để làm gì? Tìm hiểu chức năng và công dụng
Dao 2:
Để định vị tại độ cao Z30.0
G90 G00 G43 Z30.0 H2
-270.0 (Lượng bù của dao số 2)
+30.0 (Vị trí đầu dao 2 so với gốc phôi) = -240.0
Dao T2 chuyển động đến vị trí 240mm, theo chiều – của trục Z, từ điểm gốc máy.
Dao 3:
Để định vị tại độ cao Z30.0
G90 G00 G43 Z30.0 H3
-200.0 (Lượng bù của dao số 3)
+30.0 (Vị trí đầu dao 3 so với gốc phôi) = -170
Dao T3 chuyển động đến vị trí 170mm, theo chiều – của trục Z, từ điểm gốc máy.
Sét dao máy phay CNC là một yếu tố không thể thiếu trong quy trình gia công cơ khí chính xác. Việc thực hiện sét dao đúng cách không chỉ đảm bảo chất lượng sản phẩm cao, mà còn giúp tối ưu hóa hiệu suất sản xuất, giảm thiểu thời gian và chi phí vận hành. Đầu tư vào việc hiểu rõ và áp dụng quy trình sét dao hiệu quả sẽ mang lại lợi ích lớn cho các doanh nghiệp trong ngành cơ khí, giúp tăng cường khả năng cạnh tranh trên thị trường.
Nếu doanh nghiệp đang có nhu cầu đầu tư máy phay CNC các dòng: Máy phay đứng CNC, máy phay ngang CNC, máy phay giường CNC, máy phay CNC 5 trục,… Hãy liên hệ ngay TULOCTECH để được tư vấn và hỗ trợ nhanh chóng!
CÔNG TY TNHH MTV KỸ THUẬT TÚ LỘC
- Trụ Sở Chính TLT – Hồ Chí Minh
354 Quốc Lộ 1A, P. Bình Hưng Hòa B, Q. Bình Tân, Tp. Hồ Chí Minh - Chi nhánh Gia Công TLT – Hồ Chí Minh
356/1 Quốc Lộ 1A, P. Bình Hưng Hòa B, Q. Bình Tân, Tp. Hồ Chí Minh - Chi Nhánh TLT – Hà Nội
Km 6 Võ Văn Kiệt, Thôn Đoài, X. Nam Hồng, H. Đông Anh, Thủ đô Hà Nội - Chi nhánh TLT – Bắc Ninh
Đ. Lê Thái Tổ, P. Võ Cường, TP. Bắc Ninh (Kế bên Honda, đối diện Toyota) - Hotline: 1900.989.906