Khám phá
Phay khe là gì? Ứng dụng và hướng dẫn thực hiện
Phay khe là một trong những kỹ thuật gia công quan trọng đối với những yêu cầu tạo viền, rãnh, lỗ phức tạo bên trong phôi. Vậy phay khe là gì? Các kỹ thuật phay khe nào phổ biến hiện nay? Cùng tìm hiểu trong bài viết dưới đây.
Phay khe là gì?

Phay khe (Slot Milling) là một trong những quá trình cắt gọt kim loại phổ biến. Trong đó, với cơ chế một dao phay được gắn vào bộ dao cụ để loại bỏ vật liệu, tạo ra các rãnh khe có độ sâu và chiều rộng trên bề mặt phôi theo yêu cầu. Điểm đặc biệt của phay khe chính là có khả năng tạo ra các rãnh có biên dạng và kích thước chính xác, tính thẩm mỹ cao.
Các yếu tố then chốt trong quá trình phay khe cần đặc biệt lưu ý gồm:
- Dao phay khe: Là dụng cụ cắt được thiết kế với lưỡi cắt sắc bén để cắt gọt vật liệu. Tuỳ theo nhu cầu gia công để chọn loại dao phay phù hợp. Các loại dao cắt phù hợp để phay khe như dao phay ngón, dao phay đầu vỏ, dao cắt vai, dao cắt khe chữ T…
- Vật liệu: Các loại vật liệu thích hợp để phay khe như kim loại (sắt, thép, titan, đồng…), nhựa, gỗ…
- Máy phay: Phay khe có thể được thực hiện trên nhiều loại máy phay công cụ khác nhau, kể cả máy phay ngang lẫn máy phay đứng, từ máy truyền thống đến máy CNC hiện đại.
- Thông số: Quy trình phay khe có đạt hiệu quả cao hay không còn phụ thuộc vào việc thiết lập các thông số như tốc độ cắt, chiều sâu cắt, lượng chạy dao…
Ứng dụng phay khe
Kỹ thuật phay rãnh thường được ứng dụng để:
- Tạo rãnh then: Đây là ứng dụng phổ biến nhất của phay khe, các rãnh then được tạo ra trên bề mặt vật liệu trục và lỗ của các bộ phận như bánh răng, khớp nối để lắp then… Mục đích nhằm truyền chuyển động quay cố định và chắn chắn trên các bộ phận trục.
- Tạo rãnh chữ T: Kỹ thuật phay khe có khả năng tạo các rãnh chữ T ứng dụng trên bàn máy phay và các đồ gá kẹp chi tiết.
- Tạo rãnh trượt: Các rãnh hình đuôi én được ứng dụng trong các cơ cấu trượt có thể được tạo ra nhờ kỹ thuật phay khe. Điển hình như bàn trượt của CNC hoặc các cơ cấu lắp ghép.
- Tạo rãnh cho vòng đệm: Trong nhiều thiết bị và máy móc, phay khe được sử dụng để tạo ra các rãnh với kích thước chính xác.
- Tạo rãnh thoát phoi: Trong nhiều trường hợp, phay khe có thể được gia công để tạo ra các rãnh trên bề mặt chi tiết với mục đích cải thiện khả năng thoát phoi.
- Các ứng dụng khác: Kỹ thuật phay khe có thể ứng dụng trong linh hoạt các lĩnh vực như gia công cơ khí chi tiết chính xác, gia công khuôn mẫu, sản xuất phụ tùng ô tô, thiết bị y tế, thiết bị điện tử, hàng không vũ trụ, năng lượng,trục spline bánh răng, rãnh khe hở cho trục trượt, rãnh trong của tấm bán dẫn, lỗ thông hơi làm mát trong đĩa phanh và các lỗ thoát nước trong chi tiết đúc…
Các kỹ thuật phay khe
Có rất nhiều kỹ thuật phay khe, tuỳ theo nhu cầu gia công đòi hỏi hình dạng, kích thước và ứng dụng khác nhau để chọn kỹ thuật phù hợp.
Phay ngón
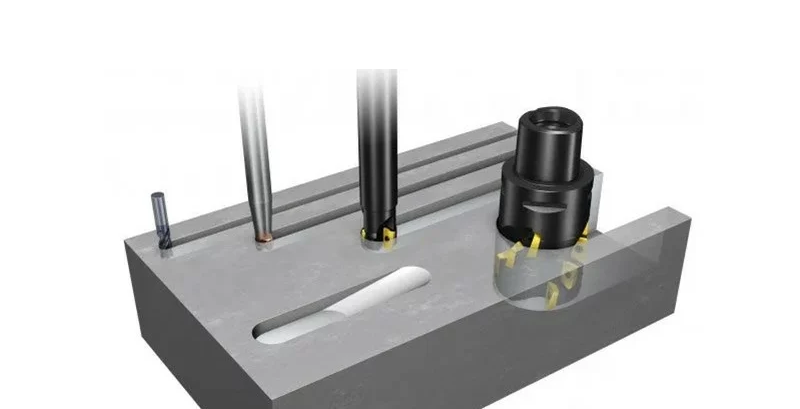
Kỹ thuật phay ngón được ứng dụng rất phổ biến, được thực hiện bằng dao phay ngón tiêu chuẩn hoặc dao phay vỏ. Nhờ dụng cụ cắt đặc biệt này để tạo ra các khe, rãnh kín không tuyến tính, có độ sâu phù hợp và có thể thay đổi linh hoạt.
Quá trình phay ngón cũng tương tự như phay mặt, được thực hiện ở cả mặt bên và mặt trên của chi tiết. Điểm khác biệt của phay khe chính là tạo ra các khe, rãnh ở cả 2 đầu, còn phay mặt thì chỉ làm phẳng bề mặt phôi.
Phay cạnh

Phay cạnh cũng là một trong những kỹ thuật tạo khe hiệu quả. Trong đó, máy phay gắn dao phay thực hiện thao tác cắt tốc độ cao nhưng vẫn đảm bảo độ chính xác. Phương pháp này có khả năng chịu được lực cắt và rung động cao nhờ trục chính cứng cáp, tạo ra các khe có độ chính xác cao.
Phay khe chữ T
Cắt rãnh chữ T là kỹ thuật được áp dụng khi có yêu cầu cắt các rãnh hình chữ T, ứng dụng trong các máy móc công nghiệp. Điểm nhận diện đó là sử dụng dao phay rãnh chữ T để tạo ra các khe kín hoặc hở tuỳ theo yêu cầu gia công.
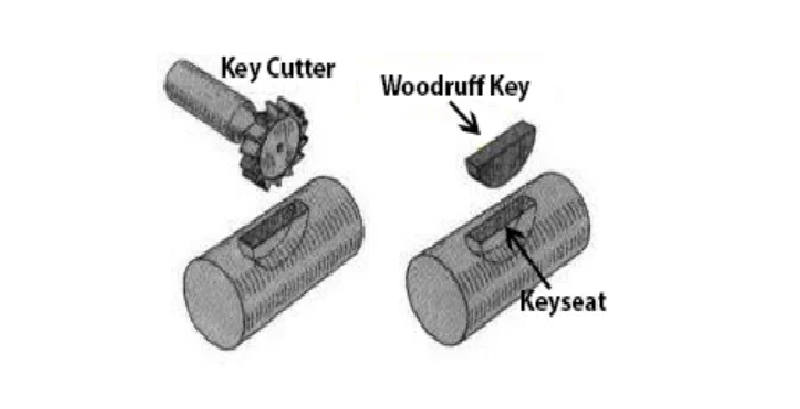
Phay khe khoá Wooddruff
Gia công rãnh then cho các mối ghép khe then cũng là một trong những gia công thế mạnh của phay khe. Mục đích nhằm tạo các mối ghép khe then để khoá các chi tiết, cho phép việc truyền tải đạt hiệu quả. Ví dụ như bánh răng được cố định vào trục bằng mối ghép khe then.
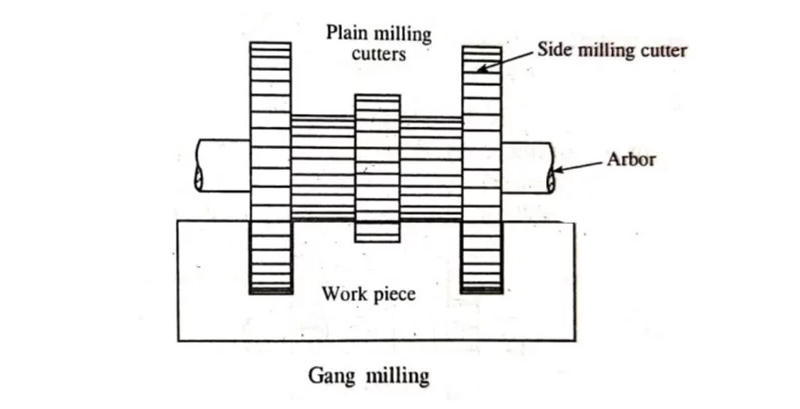
Phay băng chuyền
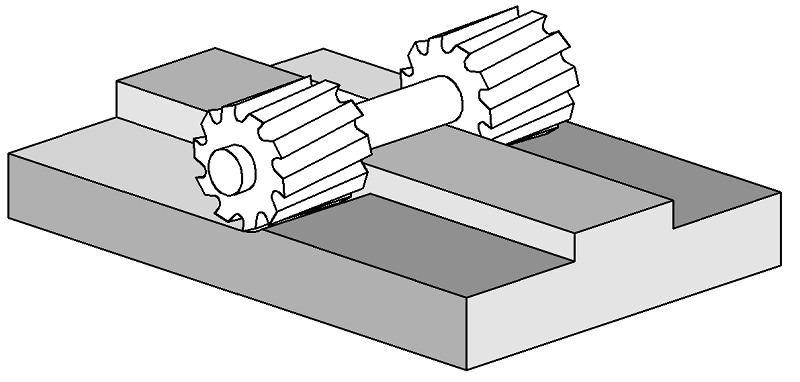
Cuối cùng là kỹ thuật phay băng chuyền, với kỹ thuật phay này đòi hỏi có nhiều dao cắt được lắp trên trục chính để gia công cùng lúc nhiều khe. Trong hầu hết các trường hợp, người ta sẽ sử dụng một cặp dao cắt để tạo ra 2 rảnh song song.
Nhờ khả năng cắt tốc độ cao nên kỹ thuật phay này thường được ứng dụng trong sản xuất gia công hàng loạt số lượng lớn.
Kinh nghiệm thực hiện phay khe hiệu quả

Về lý thuyết, quy trình phay khe khá đơn giản, tuy nhiên để đạt được hiệu quả tối đa, người vận hành cần có đầy đủ kiến thức và kỹ năng để đảm bảo vận hành thành công.
Dưới đây là các kinh nghiệm hữu ích bạn cần nắm để tối ưu hoá quy trình phay rãnh:
Thiết lập đường chạy dao tối ưu
Đối với máy phay CNC, người vận hành cần lập trình đường chạy dao phù hợp để đảm bảo quá trình phay diễn ra trơn tru và không gây quá tải dụng cụ. Khuyến nghị sử dụng chuyển động dốc xuống thay vì hướng xuyên tâm để tránh việc sử dụng dụng cụ hoàn toàn cùng một lúc. Bởi điều này có thể gây ra rung động quá mức và hư hao dao cụ.
Góc ram khuyến nghị là 45 độ hoặc có thể tăng góc lên 180 độ đối với những gia công trên vật liệu cứng và đòi hỏi khe sâu.
Loại bỏ chip
Điểm chung của các khe là khép kín, chỉ có một đầu mở, nên sẽ có rất ít không gian để phoi thoát ra ngoài. Việc chúng mắc kẹt lại bên trong quá nhiều có thể làm giảm chất lượng bề mặt phôi, giảm tuổi thọ dao cụ và dung sai chi tiết.
Do đó, cần chú ý loại bỏ phoi đúng cách khi gia công khe. Lời khuyên chung đó là nên cắt khe ít nhất 2 lần để có thể dễ dàng loại bỏ phoi theo từng đợt. Hoặc một giải pháp khác là sử dụng máy công cụ hiện đại có bộ phận loại bỏ phoi tự động. Chẳng hạn như chất làm mát, chất bôi trơn hoặc khí nén để loại bỏ phoi hiệu quả và nhanh chóng.
Không vận hành quá tải trục chính
Phải luôn đảm bảo trục chính của máy công cụ phải hoạt động ổn định, khi cắt thì dao cắt phải khớp với phôi tại bất kỳ thời điểm nào. Điều này có thể được điều chỉnh bằng cách nhúng xuyên tâm của dụng cụ vào phôi để hạn chế gây ra rung động và làm giảm tuổi thọ máy.
Phay xuôi
Đối với phay rãnh, nên ưu tiên áp dụng kỹ thuật phay xuôi để tăng tính ổn định và khả năng tự thoát phoi hiệu quả. Tuy nhiên, cần chú ý thiết lập thông số phù hợp để đảm bảo quá trình gia công diễn ra suôn sẻ.
Ưu tiên máy cắt có đường kính lớn
Đối với những yêu cầu gia công rãnh càng sâu càng đòi hỏi máy công cụ có đường kính gia công lớn, độ ổn định cao. Vì phần nhô ra của dụng cụ cắt rãnh sâu có thể làm cong hoặc thậm chí gãy dụng cụ trong một vài trường hợp.
Tối ưu hoá nguồn cấp dữ liệu
Việc lên kế hoạch chi tiết cho quá trình cắt khe cũng là một trong những yếu tố quan trọng cần lưu ý nếu muốn phay rãnh hiệu quả. Vì tốc độ cắt dao quá nhanh có thể dẫn đến phát sinh nhiệt và làm giảm hiệu suất gia công. Nên ưu tiên chuẩn bị chất làm mát để cân bằng nhiệt, tránh các vấn đề phát sinh.
Nắm vững kỹ thuật phay khe sẽ giúp quá trình gia công hiệu quả, tạo ra các chi tiết cơ khí chất lượng cao, đạt độ chính xác tuyệt đối. Hy vọng bài viết này đã cung cấp những kiến thức có ích cho quý bạn đọc, góp phần tạo nên những chi tiết máy chất lượng, kết cấu vững chắc đáp ứng nhu cầu sử dụng.
Nếu có nhu cầu tư vấn hoặc báo giá, mua máy CNC Taikan, hãy liên hệ với TULOCTECH theo thông tin sau:
CÔNG TY TNHH MTV KỸ THUẬT TÚ LỘC
- Trụ Sở Chính – Hồ Chí Minh:
451 Lý Thường Kiệt, Phường 9, Quận Tân Bình, TP.HCM ( Số mới 373/1/133 Lý Thường Kiệt, Phường 9, Quận Tân Bình, TP. HCM) - Chi nhánh TLT – Hồ Chí Minh:
197 Võ Văn Bích, X. Tân Thạnh Đông, H. Củ Chi, TP. HCM - Chi Nhánh TLT – Hà Nội:
Km 6 Võ Văn Kiệt, Thôn Đoài, X.Nam Hồng, H. Đông Anh, Thủ đô Hà Nội - Chi nhánh TLT – Bắc Ninh:
Đ. Lê Thái Tổ, P. Võ Cường, TP. Bắc Ninh ( Kế bên Honda, đối diện Toyota ) - Hotline: 1900.98.99.06