Khám phá, Kỹ thuật và máy móc
Phay mặt phẳng (face milling) là gì? Nguyên lý hoạt động
Phay là một trong những quy trình gia công khác nhau được sử dụng trong gia công CNC. Trong khi có nhiều nguyên công phay khác nhau, bài viết này sẽ nói về kỹ thuật phay mặt.Chúng ta sẽ đề cập đến các loại nguyên công phay khác nhau, cách chọn đúng dụng cụ để phay mặt và nhiều điều khác cần biết về quy trình gia công. Nếu có bất cứ điều gì bạn muốn biết về quy trình phay mặt, thì đây là hướng dẫn phay mặt cuối cùng.
Phay mặt phẳng (face milling) là gì?

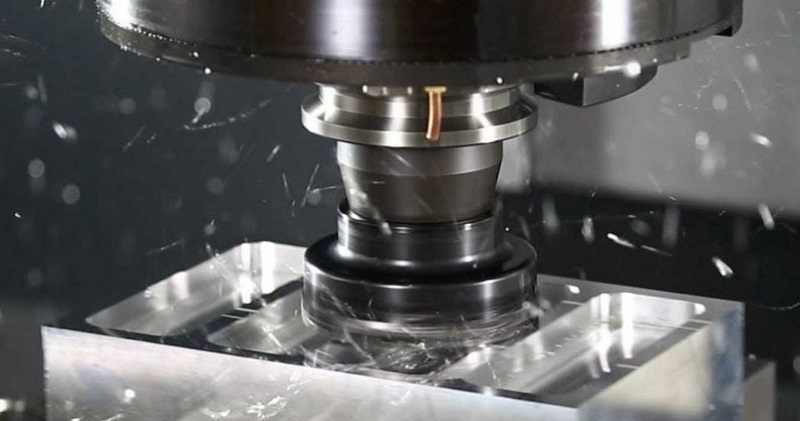
Phay mặt là một kỹ thuật gia công được sử dụng để làm phẳng và làm mịn bề mặt của phôi. Thợ máy sử dụng hai loại máy cho quy trình này có thể là trung tâm gia công hoặc máy phay. Sự khác biệt chính giữa quy trình này và các kỹ thuật phay truyền thống là máy phay hoặc trung tâm gia công vuông góc với phôi. Điều này có nghĩa là mặt trên của máy phay phôi thay vì mặt được sử dụng trong các kỹ thuật phay khác.
Quá trình phay mặt có thể là thủ công hoặc tự động. Sự khác biệt giữa cả hai chỉ là tỷ lệ thức ăn. Đối với phay mặt thủ công, người thợ máy sẽ phải dừng máy nhiều lần để di chuyển phôi qua bàn trong khi tốc độ nạp của loại tự động không đổi hơn. Điều này làm cho loại tự động ít bị lỗi hoặc cắt nhầm.
Quá trình này sử dụng các công cụ cắt phay mặt khác nhau, bao gồm dao phay ngón , dao phay vỏ và dao phay bay . Máy quay dụng cụ ngược chiều kim đồng hồ và di chuyển phôi qua các răng của nó.
Bây giờ chúng ta đã đưa ra một đoạn giới thiệu về phay mặt, hãy xem lại quy trình hoạt động như thế nào.
Phay mặt phẳng (face milling) hoạt động như thế nào?
Khi những người thợ máy đối mặt với một phôi gia công, họ chia quy trình thành bốn phân đoạn. Bao gồm các:
1. Định vị phôi
Trước khi bắt đầu quy trình, họ sẽ đảm bảo phôi được gắn chặt vào bàn máy. Họ cần cố định phôi chắc chắn vào bàn để tránh bị trượt.
2. Định vị máy phay
Điều tiếp theo là đảm bảo máy phay được đặt đúng chỗ. Người thợ máy sẽ đặt máy phay vuông góc với phôi. Bằng cách này, phần trên của máy cắt hoạt động trên vật liệu.
3. Điều chỉnh tốc độ nạp và tốc độ trục chính
Việc tiếp theo liên quan đến việc điều chỉnh tốc độ nạp và tốc độ máy di chuyển dụng cụ (tốc độ trục chính). Hai điều này rất quan trọng để đảm bảo rằng máy cắt ở đúng vị trí.
4. Gia công
Sau khi thiết lập máy, quá trình gia công bắt đầu. Vì máy tính đã được cung cấp mã cho quy trình gia công cho gia công CNC, nên nó sẽ thực hiện tất cả công việc và gia công tạo ra hình dạng và hình dạng mong muốn trên phôi.
Các loại dao được sử dụng để phay mặt phẳng (face milling)
Sự thành công của bất kỳ quy trình phay mặt nào đều phụ thuộc vào công cụ được sử dụng. Trước khi chuyển sang các mẹo giúp chọn dụng cụ cắt phù hợp , chúng ta cần biết các dụng cụ khác nhau được sử dụng để phay mặt. Ba máy công cụ chính được sử dụng để phay mặt: máy phay vỏ, máy phay ngón và máy cắt bay.
1. Dao shell
Dao phay vỏ là lựa chọn công cụ hàng đầu cho phay mặt. Có nhiều răng kết hợp với các hạt dao trên các cạnh của nó, máy nghiền vỏ là lựa chọn hoàn hảo để tạo ra lớp hoàn thiện bề mặt nhất quán. Điều này là do thiết kế của nó kiểm soát lượng vật liệu có thể loại bỏ tại một thời điểm. Nó cũng thích hợp để làm việc trên nhiều loại vật liệu. Tuy nhiên, hạt dao của nó có thể yêu cầu thay đổi liên tục tùy thuộc vào độ cứng của vật liệu.
2. Dao phay cuối
Dao phay ngón có lưỡi cắt khiến chúng phù hợp để thực hiện các bước hoàn thiện phức tạp trên phôi gia công. Tuy nhiên, khi cần loại bỏ các khối vật liệu lớn khỏi phôi, nó không phải là một lựa chọn tốt. Ngoài ra, công cụ này không mạnh lắm, do đó, nó bị hạn chế về các tùy chọn vật liệu mà nó có thể hoạt động.
3. Dao cắt bay
Không giống như dao phay ngón và dao phay vỏ, dao cắt bay chỉ có một lưỡi cắt và một hạt dao. Tuy nhiên, chúng có lợi cho việc tạo ra các sản phẩm hoàn thiện tốt mà không tiêu tốn nhiều năng lượng. Để đổi lấy sức mạnh, chúng hoạt động ở tốc độ thấp hơn nhiều. Vì vậy, nếu bạn muốn đạt được thành phẩm đẹp hơn với mức tiêu thụ điện năng thấp hơn, máy cắt ruồi là một lựa chọn khả dụng.
Kinh nghiệm chọn dao phù hợp để phay mặt phẳng (face milling)
Bây giờ chúng ta đã giải thích các loại phay mặt khác nhau, bây giờ chúng ta có thể giải thích cách chọn các công cụ tốt nhất cho các loại nguyên công phay mặt khác nhau.
1. Khi cắt các vật liệu cứng, dao phay mặt tốt nhất để gia công là dao phay vỏ. Nhiều cạnh cắt của nó cho phép nó loại bỏ một mảnh vật liệu lớn hơn cùng một lúc.
2. Dao cắt bay là công cụ cắt phay mặt tốt nhất cho các vật liệu mềm hơn.
3. Khi tạo các thiết kế thẩm mỹ bằng cách sử dụng phay mặt, công cụ cắt phay mặt tốt nhất là dao phay ngón. Máy cắt có nhiều răng trên thân, phù hợp để tạo ra nhiều kiểu dáng khác nhau.
4. Một yếu tố khác cần xem xét khi chọn dụng cụ là góc mà dụng cụ đi vào phôi. Hầu hết các công cụ nhập ở 45° hoặc 90°. Tuy nhiên, một số cũng thuộc phạm vi 10 – 65°.
5. Khi gia công mặt đầu, bạn phải đảm bảo rằng trục chính phù hợp với tốc độ của máy. Nếu không, điều này sẽ khiến các mặt phay dễ bị mòn.
6. Sử dụng chế độ gia công mặt CNC thay vì thủ công sẽ tốt hơn. Điều này là do, với phay mặt thủ công, bạn sẽ liên tục thoát ra và thuê đường cắt, điều này sẽ tạo lực cho lưỡi cắt trên phôi gia công.
7. Cuối cùng, bạn không nên để mặt phay đè lên các lỗ hoặc rãnh trên phôi gia công vì điều này sẽ khiến phôi gia công thoát ra và vào lại.
Các nguyên công để phay mặt phẳng (face milling)
Có nhiều loại nguyên công phay mặt khác nhau mà người thợ máy thường xuyên sử dụng. Phần này sẽ giải thích các quy trình khác nhau này và các mẹo tối ưu hóa tốt nhất cho từng quy trình đó.
1. Phay mặt tổng quát
Quy trình này chỉ là quy trình phay mặt chung không có bất kỳ cân nhắc đặc biệt nào. Góc vào là rất quan trọng trong các quy trình phay mặt nói chung và dụng cụ cắt phay mặt có góc vào 45° là loại tốt nhất để sử dụng.
Một số mẹo khác để tối ưu hóa quy trình sử dụng máy phay CNC để phay mặt chung bao gồm:
- Dao cắt phải có đường kính lớn hơn phôi (ít nhất là 20% và tối đa là 50%).
- Điểm vào phôi phải nằm ngoài tâm để đảm bảo phoi thoát ra càng mỏng càng tốt.
- Đừng quên kích thước trục chính và mã lực của máy.
2. Phay mặt hạng nặng
Loại gia công mặt này liên quan đến vật liệu lớn và trung tâm gia công lớn. Trong loại gia công mặt này, người thợ máy cần loại bỏ một lượng lớn vật liệu, đòi hỏi một lượng mã lực rất lớn.
Đối với quy trình này, dụng cụ cắt phay mặt có góc vào 60° là lựa chọn tốt nhất. Chúng có bước tiến cao, giúp tăng năng suất và cho phép chúng cắt được nhiều vật liệu hơn.
Các mẹo khác để tối ưu hóa quy trình phay mặt hạng nặng bao gồm:
Quy trình này tạo ra một lượng lớn nhiệt độ. Nếu bạn cần thay miếng lót giữa chừng, hãy đeo găng tay.
Thủ tục tạo ra rất nhiều chip. Những phoi này có thể làm lộn xộn không gian làm việc và quay trở lại đường cắt trên phôi gia công. Việc cắt lại phoi liên tục có thể dẫn đến mòn các hạt dao. Do đó, hãy chắc chắn để giải mã không gian làm việc.
3. Phay bước tiến cao
Phay bước tiến cao bao gồm các quy trình yêu cầu tốc độ cắt và tốc độ tiến dao cao. Chúng thường liên quan đến tốc độ cắt trên 1000m/phút. Dao phay mặt có tốc độ nạp cao và góc vào thấp là lựa chọn tốt nhất cho quy trình này. Đối với thủ tục này, điều quan trọng duy nhất cần lưu ý là mức độ nhập. Một góc khoảng 10° được ưu tiên hơn vì nó cho phép tốc độ nạp cao.
4. Hoàn thiện với Wiper Inserts
Sử dụng hạt dao gạt nước bên cạnh hạt dao tiêu chuẩn, bạn cũng có thể sử dụng phay mặt cho các thiết kế hoàn thiện bề mặt thẩm mỹ. Chèn gạt nước chủ yếu chỉ để hoàn thiện bề mặt. Chúng thường có độ dài khác nhau và được làm theo phiên bản bên trái và bên phải. Đối với quy trình này, sự cần thiết của miếng chèn gạt phụ thuộc vào loại miếng chèn tiêu chuẩn được sử dụng. Bước tiến trên mỗi vòng quay do hạt dao tiêu chuẩn tạo ra càng cao thì nhu cầu về hạt dao gạt càng lớn.
Sự khác biệt giữa phay mặt phẳng và phay ngoại vi
Phay mặt và phay ngoại vi là các loại phay chính. Cả hai thủ tục đều dựa trên cùng một nguyên tắc cơ bản. Họ sử dụng một công cụ cắt quay để loại bỏ vật liệu khỏi bề mặt phôi. Tuy nhiên, cách cả hai làm điều đó là khác nhau. Vì vậy, làm thế nào điều này phân biệt giữa cả hai? Các điểm dưới đây công bằng cho sự khác biệt của họ:
- Trong phay mặt, người thợ đặt máy tiện/trung tâm gia công vuông góc với phôi. Trong gia công ngoại vi, thợ máy đặt dao phay ở vị trí song song với phôi.
- Trong phay mặt đầu, chỉ phần trên cùng của dụng cụ cắt thực hiện thao tác phay. Tuy nhiên, trong quá trình phay ngoại vi, các mặt của phôi cũng được tham gia.
- Phay mặt có thể được thực hiện trên các máy có trục ngang và dọc trong khi phay ngoại vi chỉ giới hạn ở các máy có trục ngang.
- Phay mặt được áp dụng để gia công bề mặt và loại bỏ một lượng nhỏ vật liệu khỏi phôi. Mặt khác, gia công ngoại vi được áp dụng để loại bỏ một lượng lớn vật liệu khỏi phôi.
- Đối với phay mặt đầu, dụng cụ cắt thường có các lưỡi cắt ở cả hai mặt và mặt của chúng. Tuy nhiên đối với phay ngoại vi thì thường chỉ ở hai bên.
Kinh nghiệm để tối ưu hóa quy trình phay mặt phẳng (face milling)
Phần này sẽ làm nổi bật một số thủ thuật xuyên suốt tất cả các loại quy trình phay mặt. Chúng bao gồm:
1. Công cụ là quan trọng
Khi tiến hành phay mặt, hãy đảm bảo rằng dụng cụ phù hợp với quy trình. Các công cụ phù hợp sẽ mang lại mức năng suất tốt nhất và giúp công việc trôi chảy hơn.
2. Có một thiết lập cụ thể cho phay mặt
Bạn không nên sử dụng cùng một thiết lập được sử dụng cho các quy trình gia công khác để phay mặt. Có các thiết lập dành riêng cho các loại quy trình gia công khác nhau. Điều này giúp tăng độ chính xác của các quy trình gia công khác nhau.
3. Đảm bảo các thông số phay của bạn là đúng
Có nhiều thông số kỹ thuật khác nhau liên quan đến quy trình phay mặt. Một số ví dụ bao gồm độ sâu cắt, bước tiến trên mỗi răng, bước tiến trên mỗi vòng quay, v.v. Hãy đảm bảo rằng từng tham số này đều chính xác trước khi bắt đầu quy trình. Điều này sẽ đảm bảo bạn không lãng phí vật liệu một cách không cần thiết.
4. Đảm bảo dụng cụ cắt của bạn sắc bén
Sử dụng dụng cụ cắt cùn sẽ chỉ làm chậm quá trình gia công mặt. Ngoài ra, các công cụ cùn sẽ dễ bị gãy vì chúng sẽ không hiệu quả đối với các vật liệu cứng hơn. Vì vậy, điều quan trọng là phải đảm bảo tất cả các công cụ đều sắc nét và sẵn sàng để sử dụng.
Câu hỏi thường gặp quy trình phay mặt phẳng (face milling)
1. Sự khác biệt chính giữa phay mặt và phay cuối là gì?
Sự khác biệt chính giữa cả hai là trong công cụ được sử dụng. Máy phay mặt chỉ sử dụng phần đầu của máy nghiền để cắt, trong khi máy phay mặt cuối sử dụng phần cuối và các mặt của dụng cụ.
2. Các công cụ khác nhau được sử dụng để phay mặt là gì?
Có ba công cụ được sử dụng: dao phay ngón, dao cắt bay và dao phay vỏ.
4. Có bao nhiêu loại nguyên công phay mặt?
Có bốn loại: phay mặt thông thường, phay mặt hạng nặng, phay mặt tốc độ cao và gia công tinh bề mặt bằng hạt dao gạt nước.