Khám phá
Taro là gì? Tổng hợp mọi thông tin quan trọng
Taro là một nguyên công vô cùng quan trọng trong quá trình gia công cơ khí chính xác. Để có thể hoàn thành chương trình gia công một cách hiệu quả, sản phẩm đạt chất lượng cao, người vận hành cần nắm được taro là gì? Cấu tạo mũi taro ren gồm những gì? Và các loại mũi taro thường được sử dụng phổ biến nhất hiện nay.
Hãy cùng chúng tôi tìm hiểu trong bài viết dưới đây nhé.
Taro là gì?
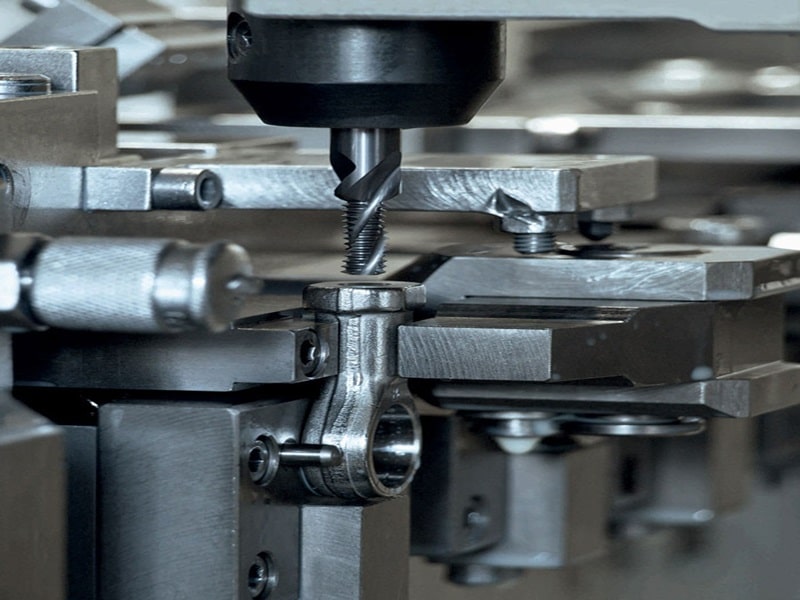
Taro là một phương pháp sử dụng mũi khoan để tạo các bước ren trong và ren ngoài với những đường kính khác nhau ở những sản phẩm cần vặn ốc. Bên cạnh ngành gia công cơ khí, chúng ta vẫn thường bắt gặp quá trình tạo ren trong dân dụng khi người ta sử dụng taro để tạo ren và sửa chữa chi tiết vật dụng trong gia đình.
Các thông số của chu trình taro CNC cơ bản
Việc nắm vững các thông số của chu trình taro CNC cơ bản giúp dễ dàng hơn trong việc lập trình CNC.
Một số thông số quan trọng trong chu trình gồm:
- Tọa độ điểm gia công: X, Y.
- Tọa độ đáy lỗ: Z.
- Chiều sâu mỗi lát cắt: Q.
- Cao độ an toàn (điểm bắt đầu gia công chu trình tạo ren): R.
- Thời gian dừng lại ở đáy lỗ: P.
Lưu ý: Cứ sau mỗi chu trình, người vận hành cần hủy chu trình bằng việc thiết lập câu lệnh G80.
Phân biệt taro ren thuận và taro ren ngược

1. Taro ren thuận (Ren tiêu chuẩn G84)
G84 X_Y_Z_R_F_
G84 là taro thuận, ren theo hướng chiều tay phải với chuyển động của trục chính M03.
Chuỗi thứ tự của chu kỳ G84 dựa trên sự quay của trục chính ban đầu.
Chu trình tạo ren thuận dùng cho chu kỳ G83 với chuyển động quay trục chính H03 gồm:
- Bước 1: Chuyển động đến tọa độ gia công X, Y.
- Bước 2: Chuyển động đến cao độ an toàn R.
- Bước 3: Chuyển động cắt, khoan sâu xuống lỗ nhằm đạt chiều sâu Z mong muốn.
- Bước 4: Dừng chuyển động trục chính.
- Bước 5: Trục chính quay ngược theo M04, cắt lùi về R – điểm cao độ an toàn.
- Bước 6: Dừng quay trục chính.
- Bước 7: Trục chính quay bình thường theo M03 và lùi về G98 (tọa độ ban đầu) hoặc giữ mức R (G99).
2. Taro ren ngược (Ren trái G74)
G74 X_Y_Z_R_F_
G74 – Taro ren ngược theo chiều tay trái với chuyển động trục chính M04.
Quá trình tạo ren ngược sử dụng chu kỳ G74 cùng với sự quay của trục chính M04 trong chu trình taro CNC.
- Bước 1: Chuyển động nhanh chóng đến tọa độ gia công X, Y.
- Bước 2: Chuyển động đến R – Cao độ an toàn.
- Bước 3: Chuyển động cắt, gọt, khoan sâu xuống lỗ nhằm đạt chiều sâu Z mong muốn.
- Bước 4: Dừng chuyển động của trục chính.
- Bước 5: Quay trục chính thuận theo M03, cắt lùi về R – điểm cao độ an toàn.
- Bước 6: Dừng quay trục chính.
Xem thêm: Top 5 phần mềm lập trình máy tiện CNC tốt nhất hiện nay
Cấu tạo mũi taro
Cấu tạo của mũi taro bao gồm 3 phần chính sau:
- Phần đầu: Ở phần đầu thường có ren đảm nhận việc cắt gọt nhằm tạo ren. Bên cạnh đó, dọc đầu taro còn có 3 đến 4 rãnh để tạo thành các lưỡi cắt có công dụng thoát phôi ra ngoài trong quá trình cắt.
- Phần cổ: Khác với cấu tạo ở phần đầu, cổ taro được thiết kế theo kiểu tiết diện tròn, không có ren. Đây là phần được dùng để khắc trị số đường kính, ren ốc và tránh các trường hợp nhầm lẫn khi dùng.
- Phần đuôi: Được thiết kế với tiết diện vuông để dễ dàng cắm vào tay quay taro.
Các loại mũi taro hiện nay

Trên thị trường hiện nay cung cấp đa dạng sản phẩm phù hợp với từng loại ren yêu cầu cụ thể. Trong đó có những loại được nhiều đơn vị gia công sử dụng được phân loại dựa theo các tiêu chí dưới đây.
Phân loại theo vật liệu
Đa phần, mũi taro được làm từ vật liệu thép. Tuy nhiên, chất liệu thép cũng tùy thuộc vào nước sản xuất mũi taro như Nhật, Trung Quốc, Đài Loan,… Để mũi taro dùng được lâu dài và không làm gián đoạn quá trình hoạt động, tốt hơn hết người dùng nên đầu tư mũi taro chất lượng ngay từ đầu.
Phân loại theo đơn vị đo lường
Hiện tại, mũi taro có đơn vị đo lường hệ PI, SI và dầu khí thường được sử dụng phổ biến nhất hiện nay.
Phân loại dựa trên phương pháp taro
Dựa trên phương pháp gia công, chúng ta sẽ sử dụng phay ren, cán ren, tiện ren để tiến hành tạo ren trong và ren ngoài.
Phân loại dựa vào bước ren
Căn cứ vào bước ren, người ta thường phân mũi raro thành mũi bước nhuyễn, mũi bước chuẩn, được sử dụng để gia công ren thực phẩm, đường khí, đường nước,… nhằm hạn chế rò rỉ hoặc cần mối ghép ren chặt.
Mũi bước chuẩn: M8 x 1.25, M10 x 1.5.
Mũi bước nhuyễn: M8 x 1, M10 x 1.25.
Phân loại dựa vào đường ren
Dựa vào đường ren được tạo thành, người ta thường chia thành mũi ren trái và mũi ren phải. Mũi ren trái có đường ren trái với chiều kim đồng hồ nên thường được dùng trong mối ghép ren chuyển động như ren cánh quạt hoặc kính xe máy. Mũi taro ren phải thì có hướng thuận với chiều kim đồng hồ, loại này hiện nay đang được sử dụng phổ biến nhất.
Xem thêm: Máy tiện CNC không lên màn hình: Nguyên nhân và cách sửa chữa
Phân loại dựa vào tiêu chuẩn ren
Mỗi quốc gia sẽ dùng một tiêu chuẩn mũi ren khác nhau. Mũi taro hệ MET là tiêu chuẩn thường được sử dụng rộng rãi ở châu Á. Còn mũi hệ INCH thường được sử dụng phổ biến ở Châu Mỹ, Châu Âu, Châu Úc.
Phân loại mũi dựa vào vật liệu gia công
Mỗi loại vật liệu gia công sở hữu một độ cứng khác nhau nên sẽ sử dụng sản phẩm phù hợp khác nhau. Phổ biến nhất là mũi taro thép cứng, thép thường, nhôm, đồng, gang,…
Phân loại dựa vào phôi
Dựa vào phôi, người ta sẽ phân mũi thành mũi taro nén, mũi cắt hay mũi ép. Bởi vì khi dùng mũi khí nén sẽ không sinh ra phoi mà sẽ nén lại, còn mũi taro cắt sẽ sinh ra phoi.
Phân loại dựa trên vật liệu làm mũi taro
Mũi taro hiện nay thường được làm từ thép hợp kim (Alloy Steel), thép gió HSS, Tungsten steel,… Phổ biến với 3 dòng SKS là mũi taro tay, thường dùng để bảo trì hoặc sửa chữa ren ít. Dòng thép hợp kim thường được dùng làm mũi cho vật liệu cứng, yêu cần năng suất cao.
Mong rằng những thông tin trong bài đã giúp bạn có thêm kiến thức về taro là gì? Hiểu được cấu tạo của mũi taro và các loại mũi phổ biến nhất hiện nay để từ đó lựa chọn sản phẩm phù hợp với vật liệu và nhu cầu gia công của doanh nghiệp. Nếu cần mua vật liệu và máy CNC chất lượng cao cho quá trình gia công, hãy liên hệ TULOCTECH để được hỗ trợ nhanh chóng.
CÔNG TY TNHH MTV KỸ THUẬT TÚ LỘC
- Trụ Sở Chính TLT – Hồ Chí Minh
354 Quốc Lộ 1A, P. Bình Hưng Hòa B, Q. Bình Tân, Tp. Hồ Chí Minh - Chi nhánh Gia Công TLT – Hồ Chí Minh
356/1 Quốc Lộ 1A, P. Bình Hưng Hòa B, Q. Bình Tân, Tp. Hồ Chí Minh - Chi Nhánh TLT – Hà Nội
Km 6 Võ Văn Kiệt, Thôn Đoài, X. Nam Hồng, H. Đông Anh, Thủ đô Hà Nội - Chi nhánh TLT – Bắc Ninh:
Đ. Lê Thái Tổ, P. Võ Cường, TP. Bắc Ninh (Kế bên Honda, đối diện Toyota) - Hotline: 1900.989.906