Khám phá
Tổng hợp các lệnh G trong tiện CNC đầy đủ nhất
Các lệnh G trong tiện CNC đóng vai trò vô cùng quan trọng trong quá trình vận hành máy. Nếu đây là lần đầu tiên bạn tìm hiểu về mã lệnh G-Code này, đừng bỏ chia sẻ tổng hợp các lệnh G trong tiện CNC đầy đủ nhất trong bài viết dưới đây nhé!
Các lệnh G trong tiện CNC dùng để làm gì?
Các lệnh G trong tiện CNC là những mã lệnh được sử dụng để điều khiển chuyển động và hoạt động của máy tiện CNC. Chữ G trong G-code là viết tắt của từ Geometric, chỉ các lệnh liên quan đến việc di chuyển dao cắt và công cụ trong quá trình làm việc. Các lệnh G được sử dụng để xác định hướng, tốc độ và hình dạng đường đi của dao cắt khi gia công phôi.
Cụ thể, các lệnh G trong tiện CNC đảm nhận các chức năng như:
– G00: Lệnh di chuyển nhanh không cắt gọt, dùng để đưa dao đến vị trí cần gia công với tốc độ cao.
– G01: Lệnh di chuyển theo đường thẳng với tốc độ cắt định trước, thường được sử dụng khi dao cắt đang làm việc.
– G02/G03: Lệnh di chuyển dao theo quỹ đạo cung tròn theo chiều kim đồng hồ (G02) hoặc ngược chiều kim đồng hồ (G03).
Như vậy, các lệnh G trong tiện CNC giúp điều khiển chính xác và tối ưu hóa quá trình gia công, từ việc cắt gọt phôi đến di chuyển dao cắt một cách hiệu quả và nhanh chóng.
Tổng hợp các lệnh G trong tiện CNC
Dưới đây là tổng hợp các lệnh G trong tiện CNC đầy đủ nhất.
| Mã lệnh | Miêu tả |
| G00 | Chạy dao nhanh |
| G01 | Nội suy đường thẳng |
| G02 | Nội suy đường tròn chiều thuận (theo kim đồng hồ) |
| G03 | Nội suy chiều nghịch |
| G04 | Tạm dừng chương trình với thời gian xác định |
| G09 | Dừng chính xác |
| G10 | Thiết lập OFF-SET |
| G15 | Xóa chỉ lệnh tọa độ cực |
| G16 | Chỉ lệnh tọa độ |
| G17 – G19 | Chọn các mặt phẳng gia công (XY, XZ, YZ) |
| G20 – G21 | Hệ đơn vị tính theo inch & mm |
| G22 – G23 | Đóng & tắt cực hạn hành trình dao. |
| G27 | Kiểm tra lại điểm tham chiếu |
| G28 | Trở lại điểm tham chiếu |
| G30 | Vị trí trở lại tham chiếu |
| G31 | Bỏ qua chức năng |
| G32 | Cắt ren- tiến liên tục theo đường thẳng |
| G34 | Cắt ren theo biến dẫn |
| G36 | Tự động bù dao cho trục X |
| G37 | Tự động bù dao cho trục Z |
| G40 | Hủy bỏ bù bán kính mũi dao |
| G41- G42 | Bù trái và phải bán kính mũi dao |
| G49 | Bỏ bù chiều dài dao |
| G52 | Xác lập hệ tọa độ cục bộ |
| G53 | Xác lập hệ tọa độ má |
| G54 – G59 | Hệ tọa độ làm việc (phôi I – phôi VI) |
| G61 | Chế độ kiểm tra dừng chính xác |
| G62 | Ghi đè góc tự động |
| G63 | Chế độ khai thác |
| G64 | Tốc độ tốt nhất |
| G65 | Gọi macro riêng |
| G66 | Gọi chế độ macro riêng |
| G67 | Xóa bỏ chế độ macro riêng |
| G68 | Lệnh đối xứng |
| G70 | Chu trình tiện tinh |
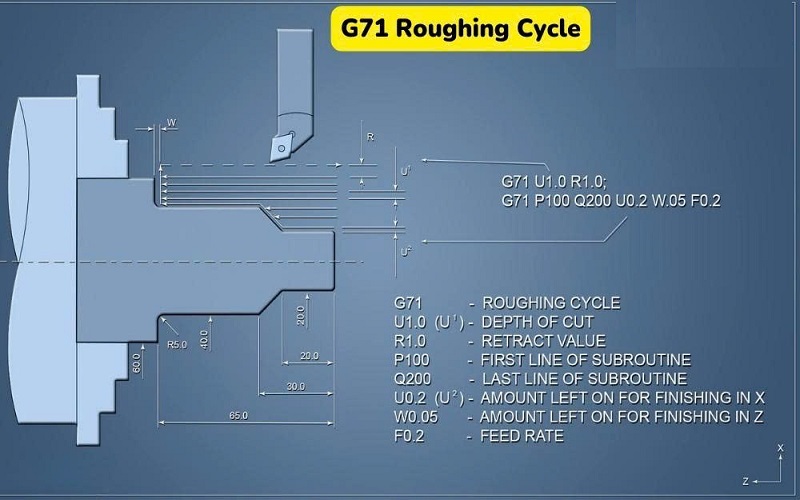
| G71 – G76 | Các chu trình tiện và khoan |
| G83 – G89 | Các chu trình khoan, taro và doa |
| G90 | Chu trình cắt dọc trục. |
| G92 | Chu trình tiện ren |
| G94 | Chu kỳ cắt hướng kính |
| G96 | Chế độ tốc độ cắt không đổi |
| G97 | Xóa bỏ chế độ G96 |
| G98 – G99 | Lượng ăn dao theo phút & vòng |
Xem thêm: Tổng hợp các bước lập trình máy phay CNC cơ bản nhất
Những mã lệnh phụ trợ lệnh G trong tiện CNC
Trong quá trình lập trình, bên cạnh việc sử dụng các lệnh G trong tiện CNC, người vận hành còn sử dụng kết hợp những mã lệnh phụ trợ lệnh G như:
|
Mã lệnh |
Miêu tả |
| A | Tọa độ góc trục A. |
| B | Tọa độ góc trục B. |
| C | Tọa độ góc trục C. |
| D | Giá trị bù bán kính dao cắt. |
| F | Tốc độ chạy dao khi cắt (mm/phút). |
| H | Bù chiều cao (Z) của dao cắt (trong bảng thay dao – đơn vị mm). |
| IJK | Độ lệch tương đối với tọa độ X,Y,Z. |
| N | Đánh số đầu dòng. |
| O | Nhãn chương trình con. |
| P | Dừng chuyển động các trục trong lúc gia công – giá trị tính bằng phần nghìn của giây hoặc giây. |
| Q | Độ sâu trong của một lần khoan nhắp, hoặc số lần lặp lại của chương trình con. |
| R | Tọa độ rút dao về trong các lệnh khoan. |
| S | Tốc độ quay trục chính (vòng/phút). |
| T | Số hiệu dao cắt (trong bảng thay dao). |
| XYZ | Tọa độ decac của đầu dao. |
Xem thêm: Hướng dẫn sử dụng máy tiện CNC chi tiết nhất cho người mới bắt đầu
Phân biệt sự khác nhau giữa mã G-Code và M-Code

Trong gia công CNC, cả mã G-Code và M-Code đều đóng vai trò quan trọng trong việc điều khiển máy. Tuy nhiên, chúng có những chức năng khác nhau:
- Mã lệnh G (G-code):
- Chức năng: Các lệnh G trong tiện CNC được ví như là “bản đồ” chỉ đường cho công cụ cắt, xác định lộ trình di chuyển chi tiết. Lệnh G-Code giúp điều khiển chuyển động của công cụ cắt, từ đó quyết định đến hình dáng của sản phẩm.
- Ví dụ: G00 (di chuyển nhanh), G01 (di chuyển thẳng), G02 (di chuyển theo cung tròn),…
- Đặc điểm: Xác định hình dạng và đường đi của công cụ.
- Mã lệnh M (M-code):
- Chức năng: Lệnh M-Code là những lệnh điều khiển bổ trợ cho G-Code, giúp máy thực hiện các chức năng khác ngoài việc di chuyển.
- Ví dụ: M03 (bật trục chính), M05 (tắt trục chính), M30 (kết thúc chương trình),…
- Đặc điểm: Không trực tiếp liên quan đến chuyển động của công cụ, mà thực hiện các lệnh như bật/tắt các thiết bị, thay đổi tốc độ trục chính,…
Hiểu rõ các lệnh G trong tiện CNC là rất quan trọng để quá trình lập trình và vận hành máy CNC hiệu quả hơn. Mong rằng những thông tin trong bài hữu ích đối với bạn. Nếu đang có nhu cầu đầu tư máy tiện CNC cũ – mới chất lượng cao, giá tốt, hãy liên hệ ngay tới TULOCTECH để được tư vấn và hỗ trợ nhanh chóng.
CÔNG TY TNHH MTV KỸ THUẬT TÚ LỘC
- Trụ Sở Chính TLT – Hồ Chí Minh
354 Quốc Lộ 1A, P. Bình Hưng Hòa B, Q. Bình Tân, Tp. Hồ Chí Minh - Chi nhánh Gia Công TLT – Hồ Chí Minh
356/1 Quốc Lộ 1A, P. Bình Hưng Hòa B, Q. Bình Tân, Tp. Hồ Chí Minh - Chi Nhánh TLT – Hà Nội
Km 6 Võ Văn Kiệt, Thôn Đoài, X. Nam Hồng, H. Đông Anh, Thủ đô Hà Nội - Chi nhánh TLT – Bắc Ninh
Đ. Lê Thái Tổ, P. Võ Cường, TP. Bắc Ninh (Kế bên Honda, đối diện Toyota) - Hotline: 1900.989.906