Khám phá
Hướng dẫn thực hiện chu trình khoan G83 trên máy tiện CNC
Chu trình khoan G83 trên máy tiện CNC là quy trình được sử dụng phổ biến trong gia công khoan lỗ sâu vô cùng hiệu quả. Cùng TULOCTECH tìm hiểu chi tiết quy trình khoan G83 được thực hiện như nào và nắm rõ những điều cần lưu ý để khai thác tối đa các tính năng này.
Chu trình khoan G83 trên máy tiện CNC là gì?
Chu trình khoan G83 trên máy tiện CNC là toàn bộ quy trình từ thiết kế, lập trình CNC bằng các lệnh khoan (được thiết kế trên phần mềm CAM/CAD), truyền dữ liệu lên máy tiện CNC và bắt đầu gia công khoan lỗ hoàn thiện.
Lệnh khoan trên máy tiện là một trong những lệnh được sử dụng phổ biến để gia công tiện CNC. Lệnh G83 thường bao gồm các thao tác: độ sâu của lỗ khoan, vị trí khoan, tốc độ dao cắt… Thông thường, việc lập trình thường được thực hiện thông qua 2 ngôn ngữ là G-code hoặc M-code.
G83 là mã lệnh dùng để thực hiện thao tác khoan lỗ sâu, đặc biệt có kết hợp có rút dao từng bước. Điều này nhằm mục đích giảm thiểu tình trạng gãy dao và thoát phoi hiệu quả, nhanh chóng so với việc khoan thông thường.
XEM THÊM: Lệnh G90 tiện CNC là gì? – Tổng hợp thông tin từ A-Z
Khi nào có thể ứng dụng chu trình khoan G83 trên máy tiện CNC?
Lệnh G83 sở hữu nhiều ưu điểm, đặc biệt hiệu quả khi ứng dụng trong các trường hợp sau:
- Khoan lỗ sâu: sâu gấp 3 lần trở lên so với đường kính mũi khoan.
- Vật liệu khó thoát phoi: như thép không gỉ, hợp kim nhôm, inox.
- Mũi khoan nhỏ: Dễ gãy nếu không thoát phoi tốt.
- Cần độ chính xác cao ở lỗ khoan: G83 giúp giảm dao động và nhiệt, từ đó tăng độ chính xác.
Lợi ích khi dùng lệnh G83 chu trình khoan trên máy tiện CNC
Khi khoan lỗ sâu với yêu cầu độ sâu gấp 3 lần so với đường kính lỗ trở lên, phoi thường dễ bị kẹt lại bên trong rãnh khoan. Tình trạng này có thể gây ra những hậu quả nghiêm trọng như:
- Gãy mũi khoan
- Tăng nhiệt độ cắt
- Mặt lỗ kém chính xác
- Tăng tải cho trục chính
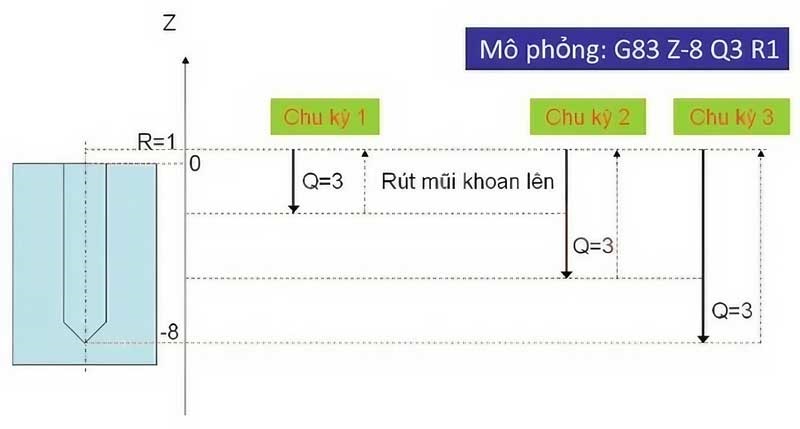
Việc sử dụng lệnh G83 trong chu trình khoan trên máy tiện CNC sẽ giúp khắc phục nhanh chóng những tình trạng kể trên. Quy trình này được thực hiện bằng cách chia hành trình khoan thành từng đoạn nhỏ, sau mỗi đoạn, dao rút ra ngoài để đẩy phoi ra ngoài. Sau đó lại tiếp tục khoan cho đến khi đạt đến độ sâu theo yêu cầu.
Cấu trúc lệnh G83 trong máy tiện CNC
Tùy theo hệ điều khiển CNC như Fanuc, Mitsubishi,… có thể linh hoạt thay đổi câu lệnh cho phù hợp.
Dưới đây là ví dụ điển hình cho lệnh G83 trên máy tiện CNC theo hệ điều khiển Fanuc – một trong những hệ điều khiển phổ biến nhất tại thị trường Việt Nam:
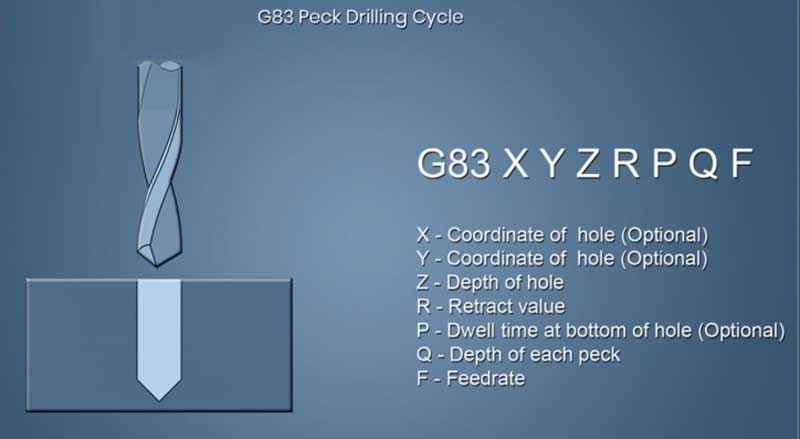
G83 X Y Z R Q P F S
Trong đó:
| Ký hiệu | Ý nghĩa |
|---|---|
| X, Y | Tọa độ vị trí của lỗ khoan theo phương X và Y |
| Z | Độ sâu cần khoan |
| R | Vị trí bắt đầu khoan (thường nằm trên mặt phôi 1–2mm) |
| Q | Bước khoan mỗi lần rút (độ sâu mỗi peck, ví dụ: Q=3 nghĩa là khoan từng đoạn 3mm) |
| F | Tốc độ tiến dao (mm/vòng) |
| P | Thời gian dừng ở đáy lỗ (mili giây) |
| S | Tốc độ quay trục chính |
Ví dụ thực tế về lệnh G83
Yêu cầu: Cần khoan lỗ sâu 20mm trên phôi có mặt tiêu chuẩn tại Z=0
- G00 X0 Z2 ; (Di chuyển nhanh đến trước mặt phôi)
- G83 Z-20 R2 Q3 F0.12 ; (Khoan lỗ sâu 20mm, rút dao mỗi 3mm)
- G80 ; (Hủy chu trình G83)
Những lỗi thường gặp khi dùng lệnh G83 trên máy tiện CNC
Khi thực hiện chu trình khoan G83 trên máy tiện CNC, nếu không nắm vững kiến thức sẽ rất dễ phạm phải một số lỗi sai cơ bản sau đây:
- Sai bước khoan khiến dao cụ dễ gãy, ảnh hưởng quá trình thoát phoi;
- Thiếu lệnh G80 sau khi khoan xong dễ gây ra lỗi ở các lệnh tiếp theo;
- Tốc độ tiến dao quá nhanh dễ khiến dao bị mài mòn hoặc cháy hoặc quá chậm làm giảm hiệu suất gia công.
G83 là chu trình khoan rút dao cực kỳ quan trọng trong gia công CNC. Hi vọng rằng với những thông tin trong bài viết trên đã giúp quý bạn đọc hiểu rõ về cách lập trình và vận hành lệnh G83 hiệu quả. Nếu cần hỗ trợ giải đáp các thắc mắc liên quan, hãy liên hệ với TULOCTECH ngay nhé!
- Trụ Sở Chính: 451 Lý Thường Kiệt, Phường Tân Hoà, TP. HCM
- Chi nhánh TLT – Hồ Chí Minh: 197 Võ Văn Bích, Xã Phú Hòa Đông, TP. HCM
- Chi Nhánh TLT – Hà Nội: Km6 Võ Văn Kiệt, Xã Phúc Thịnh, Thủ đô Hà Nội
- Chi nhánh TLT – Bắc Ninh: Đ. Lê Thái Tổ, Phường Võ Cường, Tỉnh Bắc Ninh (Kế bên Honda, đối diện Toyota)
- Hotline: 1900.98.99.06