Khám phá
Bù bán kính mũi dao là gì? Cách sử dụng G40, G41, G42 trong tiện CNC
Bù bán kính mũi dao là tính năng tự động được áp dụng phổ biến trong gia công tiện CNC. Rất nhiều người thường thắc mắc G41 G42 là gì, vì sao cùng một chương trình nhưng khi thay insert khác lại bị sai kích thước hoặc lệch biên dạng? Trong bài viết dưới đây, TLT sẽ giúp bạn hiểu rõ về bù bán kính mũi dao, cách sử dụng G40, G41, G42 cũng như những lưu ý quan trọng khi lập trình tiện CNC thực tế.
Bù bán kính mũi dao là gì?
Bù bán kính mũi dao (thuật ngữ tiếng Anh là Tool Nose Radius Compensation – TNRC) là tính năng tự động được tích hợp trên máy tiện CNC. Có khả năng điều chỉnh đường chạy dao để đảm bảo mép cắt (Cutting Edge) đi đúng biên dạng côn, cung tròn lập trình, thay vì tâm dao ảo. Trong đó, sử dụng mã G41/G42 để bật, G40 để hủy, giúp khắc phục sai số kích thước.
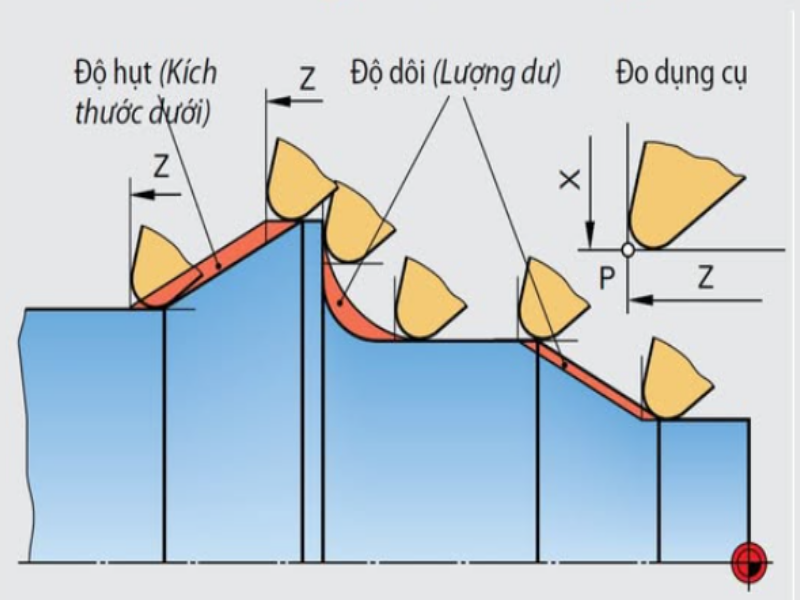
Trong gia công thực tế, mũi dao tiện CNC không nhọn tuyệt đối mà luôn có bán kính R nhất định như R0.2, R0.4 hoặc R0.8. Nếu không thực hiện bù bán kính cho mũi dao, kích thước và biên dạng chi tiết sẽ dễ bị sai lệch.
Nguyên lý hoạt động của bù dao tiện CNC diễn ra như sau:
- Khi gia công, hệ điều khiển CNC sẽ dựa vào giá trị bán kính dao được nhập trong bảng offset để tính toán lại quỹ đạo cắt
- Khi có lệnh thực hiện bù bán kính cho mũi dao, máy có thể tự động dịch chuyển đường chạy dao sang trái hoặc phải tùy theo hướng cắt và biên dạng gia công.
Nhờ có lệnh này giúp dao cắt đi đúng vị trí trên phôi, đảm bảo độ chính xác trên bề mặt phôi.
XEM THÊM: Lập trình tiện CNC hệ điều hành Fanuc – Catalog từ A-Z
Tại sao cần bù bán kính mũi dao?
Trong gia công cơ khí chính xác, đặc biệt là gia công tiện CNC, việc lập trình tiện CNC sẽ ảnh hưởng trực tiếp đến kích thước và chất lượng bề mặt sản phẩm.
Đảm bảo độ chính xác kích thước
Đây là một trong những công dụng quan trọng nhất của bù bán kính mũi dao. Do mũi dao có bán kính thực tế nên nếu không bù dao, kích thước sẽ bị lệch so với bản vẽ thiết kế. Điều này đặc biệt nghiêm trọng khi gia công chi tiết yêu cầu dung sai nhỏ.
Gia công chính xác biên dạng cong
Khi gia công cung R, contour hoặc bề mặt côn, chức năng bù bán kính cho mũi dao cực kỳ quan trọng. Nếu không sử dụng đúng G41 hoặc G42, dao sẽ chạy sai biên dạng và làm biến dạng sản phẩm.
Hỗ trợ thay dao linh hoạt
Trong thực tế sản xuất, doanh nghiệp thường thay nhiều loại insert có bán kính khác nhau. Nhờ sử dụng bù bán kính, người vận hành chỉ cần thay đổi giá trị offset mà không phải sửa lại toàn bộ chương trình.
Tăng độ bóng bề mặt sản phẩm
Một lợi ích khác của bù bán kính mũi dao là giúp đường chạy dao mượt hơn khi gia công contour hoặc tiện tinh. Điều này giúp cải thiện chất lượng bề mặt và giảm hiện tượng gợn dao trên sản phẩm.
Giảm sai số khi lập trình tiện CNC
Trong lập trình tiện CNC, việc sử dụng đúng bù bán kính giúp hạn chế nhiều lỗi hình học phức tạp. Chính vì vậy, đây là kỹ thuật gần như bắt buộc đối với các chương trình tiện biên dạng hiện đại.
Cách sử dụng G40, G41, G42 trong tiện CNC
Nhiều kỹ thuật viên CNC khi mới tiếp xúc với cách sử dụng lệnh G40, G41 hoặc G42 thường không hiểu ý nghĩa của từng lệnh. Và vì sao cùng một chương trình nhưng khi thay insert khác lại bị sai kích thước hoặc lệch biên dạng.
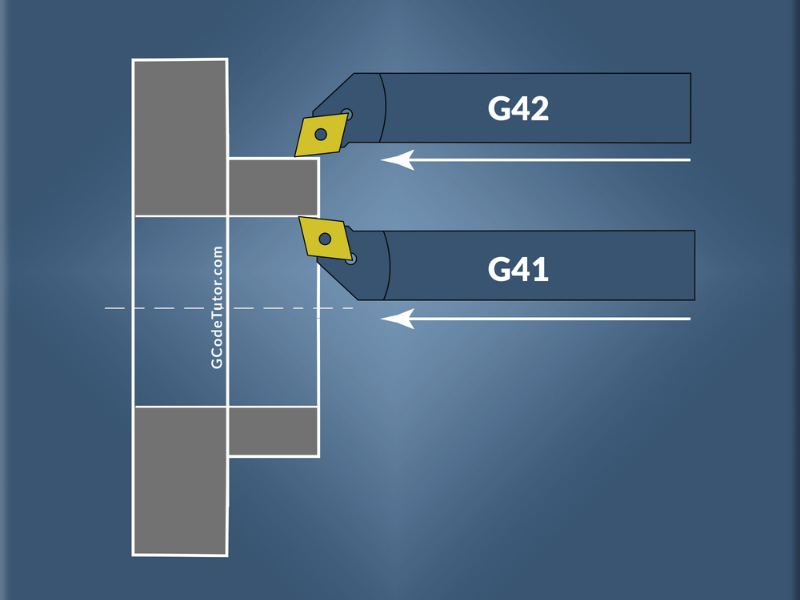
1. G41 – Bù dao trái (Compensation Left)
Tâm dao sẽ dịch sang bên trái so với đường lập trình, tính theo hướng di chuyển của dao. Trong thực tế tiện CNC, G41 thường được sử dụng cho các nguyên công tiện trong hoặc các trường hợp dao nằm phía đặc biệt của biên dạng gia công.
2. G42 – Bù dao phải (Compensation Right)
Tâm dao sẽ dịch sang bên phải so với đường lập trình, tính theo hướng dao chạy. Đây là lệnh được sử dụng phổ biến trong tiện ngoài, giúp dao cắt đúng biên dạng thực tế của chi tiết.
3. G40 – Hủy bù dao (Cancel Compensation)
Lệnh G40 dùng để hủy chức năng bù bán kính đã kích hoạt bằng G41 hoặc G42 trước đó. Sau khi hoàn thành gia công, người lập trình cần gọi G40 để máy trở về quỹ đạo lập trình gốc và tránh lỗi đường chạy dao ở các nguyên công tiếp theo.
6 điểm cần lưu ý khi bù bán kính mũi dao
Để áp dụng lệnh bù bán kính chuẩn xác và đem lại hiệu quả cao, kỹ thuật viên cần lưu ý một số vấn đề sau đây:
- Phải khai báo chính xác giá trị bán kính mũi dao R và Hướng Dao (T) (Vector) trong bảng Offset Geometry/Tool Data trên máy CNC
- Lựa chọn G41/G42 phải phù hợp với biên dạng lập trình và hướng chạy dao để đảm bảo dao luôn cắt đúng vật liệu.
- Lệnh bù (G41/G42) và hủy bù (G40) luôn phải là chuyển động thẳng (G0/G1) và không được nằm cùng block với nhau.
- Phải có một đoạn di chuyển trước khi bắt đầu bù và sau khi hủy bù với độ dài lớn hơn bán kính mũi dao để máy có đủ khoảng trống tính toán quỹ đạo.
- Không hủy bù (G40) khi dao đang ở trong biên dạng chi tiết, điều này sẽ gây ra hiện tượng cắt lẹm.
- Kiểm tra bán kính góc (nếu có) trên chi tiết, trường hợp bán kính góc nhỏ hơn bán kính mũi dao, máy sẽ báo lỗi hoặc cắt sai.
Trong gia công cơ khí chính xác, bù bán kính mũi dao là kỹ thuật không thể thiếu để đảm bảo độ chính xác kích thước và chất lượng biên dạng sản phẩm. Do đó, người vận hành cần phải hiểu rõ về từng lệnh và cách sử dụng, áp dụng trong sản xuất thực tế nhằm giúp cho quá trình sản xuất được tối ưu hơn.
Hi vọng những thông tin trong bài viết của Tập đoàn Công nghệ TLT đã giúp ích cho Quý bạn đọc về cách bù bán kính cho mũi dao và những điều cần lưu ý khi thực hiện. Nếu cần hỗ trợ giải đáp các thắc mắc liên quan, hãy liên hệ ngay với chúng tôi để được hỗ trợ nhé!
————–
TẬP ĐOÀN CÔNG NGHỆ TLT
- Trụ Sở Chính: 280 Bến Than, Xã Bình Mỹ, TP. HCM
- Chi nhánh TLT – Hồ Chí Minh: 197 Võ Văn Bích, Xã Phú Hòa Đông, TP. HCM
- Chi Nhánh TLT – Hà Nội: Km6 Võ Văn Kiệt, Xã Phúc Thịnh, Thủ đô Hà Nội
- Chi nhánh TLT – Bắc Ninh: Đ. Lê Thái Tổ, Phường Võ Cường, Tỉnh Bắc Ninh (Kế bên Honda, đối diện Toyota)
- Chi nhánh TLT – Ninh Bình: Km 101 QL10 Hồng Phúc, Phường Thiên Trường, Tỉnh Ninh Bình
- Hotline: 1900.98.99.06