Khám phá, Kỹ thuật và máy móc
Hướng dẫn cách thực hiện lệnh khoan nhấp (Peck Drilling)
Lệnh khoan nhấp (Peck Drilling) là một trong những lệnh quan trọng dùng để gia công các lỗ sâu hiệu quả, đạt chuẩn. Lệnh này đặc biệt hiệu quả trong những trường hợp gia công vật liệu khó hoặc yêu cầu thoát phoi tốt. Để nắm vững cách thực hiện lệnh này, hãy tham khảo bài viết dưới đây của TLT.
Lệnh khoan nhấp (Peck Drilling) là gì?
Lệnh khoan nhấp (Peck Drilling) là chu trình khoan theo từng bước nhỏ. Trong đó mũi khoan sẽ tiến vào vật liệu theo từng đoạn và lùi lại sau mỗi lần cắt. Mục đích của lệnh này là bẻ phoi và giảm nhiệt trong suốt quá trình gia công.
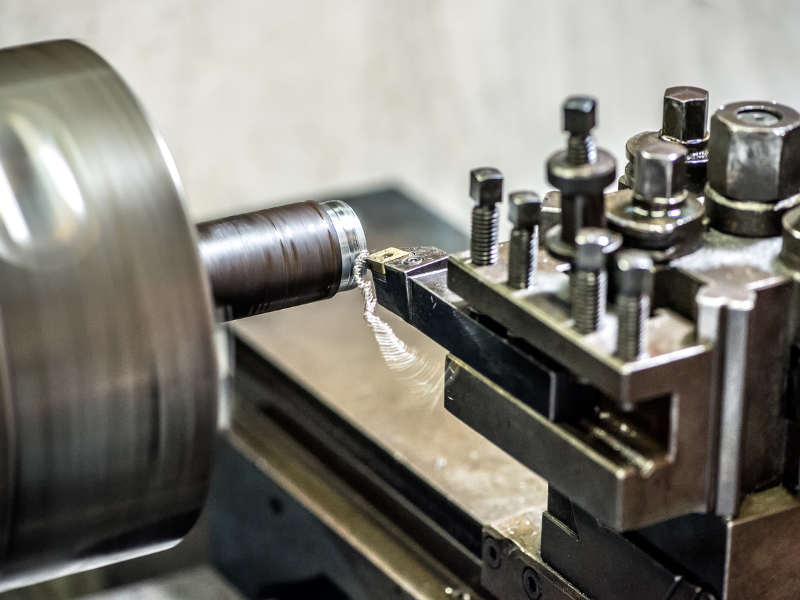
Bản chất của lệnh khoan nhấp là khả năng cắt đứt quãng theo trục Z, nhờ đó giúp phoi không bị cuộn dài thành từng búi gây cản trở gia công. Đây là lợi ích rất lớn khi gia công CNC, đặc biệt là gia côn các lỗ sâu hoặc vật liệu dẻo như nhôm, thép mềm.
Ngoài ra, lệnh này còn giúp hỗ trợ dung dịch làm mát tiếp cận dễ dàng với khu vực gia công. Kết quả không chỉ giúp nâng cao hiệu suất gia công mà còn giúp giảm nhiệt độ tại vị trí gia công, từ đó tăng tuổi thọ dao và đảm bảo độ chính xác của lỗ.
Trong hệ Fanuc, lệnh khoan nhấp thường được biểu diễn bằng các mã như G74 (trên máy tiện) hoặc G83 (trên máy phay). Tuy nhiên, mỗi loại máy sẽ có cách triển khai khác nhau.
Đặc biệt, trong tiện CNC, lệnh G74 không chỉ dùng để khoan mà còn được ứng dụng trong tiện rãnh mặt đầu. Đây là kiến thức cần được cập nhật đối với KTV CNC, vì nó là một tính năng nâng cao mà nhiều người mới học thường bỏ qua.
ĐỪNG BỎ QUA: Hướng dẫn cách lấy tâm cho mũi khoan, mũi doa trên máy tiện CNC
Hướng dẫn cấu trúc cú pháp lệnh khoan nhấp hệ Fanuc chuẩn
Trong hệ điều khiển Fanuc, lệnh khoan nhấp G74 thường được viết dưới dạng hai dòng lệnh. Đây là cấu trúc phổ biến nhất và được sử dụng rộng rãi trong thực tế sản xuất.
Cú pháp cơ bản như sau:
G74 R_;
G74 X_Z_P_Q_R_F_;
Trong đó:
- Tham số R: Đây là khoảng lùi dao sau mỗi lát cắt. Giá trị này thường nằm trong khoảng 0.5 – 1.0 mm tùy theo vật liệu gia công.
- X: Là tọa độ đường kính cuối cùng của rãnh. Trong trường hợp chỉ khoan tâm, tham số này chỉ cần tham khảo và có thể bỏ qua.
- Z: Là tọa độ chiều sâu của lỗ (đáy rãnh). Thông số này quyết định độ sâu gia công.
- P: Là lượng dịch chuyển ngang theo trục X, thường dùng trong tiện rãnh mặt đầu và được tính bằng đơn vị micron.
- Q: Là chiều sâu mỗi lát cắt theo trục Z. Ví dụ: Q3000 tương đương với 3 mm.
- R: Là lượng lùi dao tại đáy lỗ hoặc đáy rãnh, giúp tránh hiện tượng cạ dao.
- F: Là tốc độ tiến dao, ảnh hưởng trực tiếp đến chất lượng gia công.
Cần lưu ý gì khi thực hiện lệnh khoan nhấp?
Để sử dụng lệnh khoan nhấp hiệu quả, kỹ thuật viên cần nắm rõ một số lưu ý quan trọng.
Lỗi liên quan đến tham số Q
Đây là lỗi rất phổ biến khi thực hiện lệnh Peck Drilling G74, nhiều người thường nhầm Q3.0 với Q3000. Trên hệ Fanuc, Q được tính bằng micron, nên Q3.0 sẽ tương đương 0.003 mm.
Do đó, khi sử dụng lệnh này để tiện rãnh mặt đầu, người vận hành cần lưu ý đảm bảo tham số P nhỏ hơn độ rộng dao. Nhờ đó giúp cho các đường cắt chồng lên nhau, hạn chế tối đa tình trạng để lại vết gân trên bề mặt.
Hệ thống làm mát
Bên cạnh đó, hệ thống làm mát cũng là một trong những lưu ý quan trọng khi thực hiện lệnh khoan nhấp. Vì dao chỉ lùi nhẹ chứ không rút hẳn ra ngoài, nên nếu phoi không thoát được sẽ rất dễ gây gãy dao.
Do đó, tốt nhất cần đảm bảo hiệu quả làm mát đủ lực và đủ lượng để đẩy hết phoi ra khỏi vùng cắt.
Lựa chọn giá trị R(e) phù hợp
Khi thực hiện lệnh này, cần chú ý lựa chọn giá trị R(e) phù hợp:
- Với vật liệu dẻo, nên tăng giá trị này để đảm bảo phoi được bẻ hoàn toàn.
- Với vật liệu cứng, nên giảm chiều sâu mỗi lần nhấp (Q) trong lệnh khoan nhấp để bảo vệ dao và tránh quá tải.
Trong gia công thực tế, để có thể tối ưu hiệu quả lệnh khoan nhấp cần phải dựa vào kinh nghiệm của người vận hành và thử nghiệm kỹ càng trước khi chạy may. Sẽ không có một công thức cố định nào cho tất cả các loại vật liệu, thay vào đó người vận hành cần linh hoạt thay đổi sao cho phù hợp.
Chạy mô phỏng trước khi chạy chính thức
Ngoài ra, nên sử dụng phần mềm mô phỏng để kiểm tra chương trình trước khi chạy máy. Điều này giúp phát hiện sớm lỗi trong lệnh khoan nhấp và tránh rủi ro.
Đào tạo kiến thức và kỹ năng
Cuối cùng, việc đào tạo kỹ thuật viên về lệnh khoan nhấp là yếu tố quan trọng giúp doanh nghiệp nâng cao hiệu quả sản xuất và giảm thiểu lỗi trong gia công.
Lệnh khoan nhấp là một trong những chu trình quan trọng giúp gia công lỗ sâu hiệu quả, an toàn và ổn định. Việc hiểu rõ bản chất và sử dụng đúng lệnh khoan nhấp sẽ giúp nâng cao chất lượng sản phẩm và kéo dài tuổi thọ dao.
Hy vọng những thông tin trong bài viết trên đây đã giúp ích cho quý bạn đọc về cách thực hiện lệnh khoan nhấp G74 (Pecking Driiling). Nếu có thắc mắc hoặc cần hỗ trợ tư vấn đầu tư máy CNC, hãy liên hệ ngay với Tập đoàn Công nghệ TLT để được tư vấn chi tiết nhé!
————–
TẬP ĐOÀN CÔNG NGHỆ TLT
- Trụ Sở Chính: 280 Bến Than, Xã Bình Mỹ, TP. HCM
- Chi nhánh TLT – Hồ Chí Minh: 197 Võ Văn Bích, Xã Phú Hòa Đông, TP. HCM
- Chi Nhánh TLT – Hà Nội: Km6 Võ Văn Kiệt, Xã Phúc Thịnh, Thủ đô Hà Nội
- Chi nhánh TLT – Bắc Ninh: Đ. Lê Thái Tổ, Phường Võ Cường, Tỉnh Bắc Ninh (Kế bên Honda, đối diện Toyota)
- Chi nhánh TLT – Ninh Bình: Km 101 QL10 Hồng Phúc, Phường Thiên Trường, Tỉnh Ninh Bình
- Hotline: 1900.98.99.06