Phay xoắn ốc (Helical Milling) là phương pháp gia công hiện đại nhằm mục đích tạo các lỗ và hốc với độ chính xác cao. Phương pháp này được áp dụng rất phổ biến trong các lĩnh vực gia công chế tạo, phụ tùng ô tô, hàng không và cơ khí chính xác. Bài viết dưới đây của TLT sẽ cung cấp đầy đủ các thông tin về phương pháp phay xoắn ốc này để giúp bạn áp dụng hiệu quả trong thực tế.
Mục Lục
ToggleTổng quan về phương pháp phay xoắn ốc

Khái niệm phay xoắn ốc
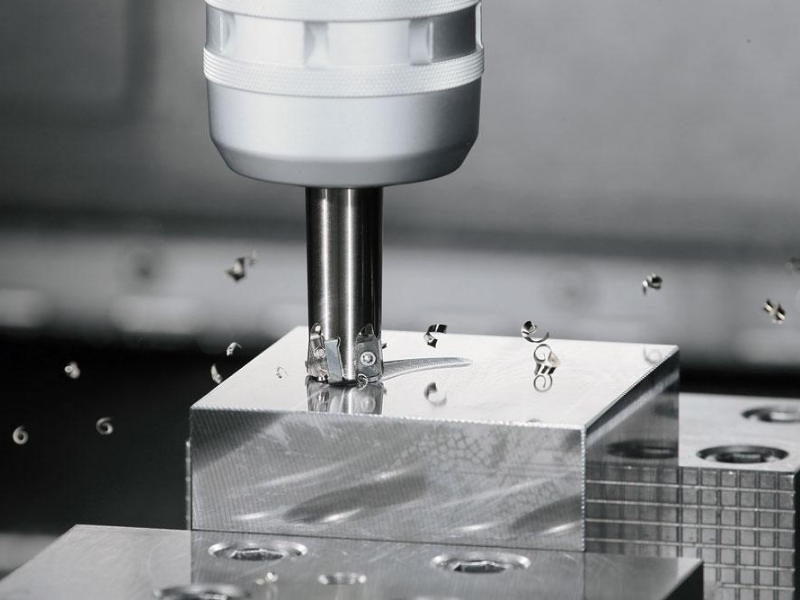
Phay xoắn ốc (thuật ngữ chuyên ngành là Helical Milling) là phương pháp rất thông dụng trong gia công cơ khí hiện đại. Đặc điểm của phương pháp này là dao phay di chuyển theo quỹ đạo xoắn ốc kết hợp giữa chuyển động quay của dao và chuyển động nội suy tròn theo trục X/Y đồng thời tiến dần theo trục Z. Quá trình này sẽ tạo ra các đường cắt dạng xoắn giúp dao từ từ ăn sâu vào vật liệu.
Khác với các phương pháp phay khác là ăn sâu ngay vào vật liệu, dao phay xoắn ốc sẽ đi từ từ để tạo ra các lỗ, hốc đúng kích thước và biên dạng yêu cầu. Phương pháp này cũng thường được sử dụng để gia công mở rộng lỗ, khoét lỗ có đường kính lớn hoặc gia công các hốc sâu trên máy CNC.
- Khoan các lỗ có đường kính lớn (> 40 mm)
- Tạo lỗ bậc, lỗ vát, lỗ côn có biên dạng phức tạp
- Gia công các vật liệu khó như titanium, thép cường độ cao, composite, CFRP.
Vai trò phay xoắn ốc
Một số vai trò chính của phương pháp phay xoắn ốc như sau:
- Giảm tải trọng cắt cho dao cụ: Thay vì cắt toàn bộ chiều sâu cùng lúc, dao tiếp cận vật liệu theo từng bước nhỏ, giúp giảm lực cắt và hạn chế nguy cơ gãy dao
- Nâng cao tuổi thọ dụng cụ cắt: Lực cắt được phân bổ đều trên toàn bộ chiều dài lưỡi cắt, giảm hiện tượng mài mòn cục bộ
- Cải thiện chất lượng bề mặt: Quá trình cắt ổn định giúp bề mặt gia công mịn hơn, giảm rung động hiệu quả
- Gia công linh hoạt nhiều kích thước lỗ: Chỉ cần sử dụng một loại dao phay ngón, người vận hành có thể tạo nhiều đường kính lỗ khác nhau mà không cần thay đổi dao khoan.=
- Tiết kiệm chi phí sản xuất: Giảm số lượng dao cụ cần sử dụng và tối ưu thời gian gia công trong nhiều ứng dụng thực tế.
XEM NGAY: LIST MÁY PHAY CNC TAIKAN BEST SELLER ĐƯỢC NHIỀU DOANH NGHIỆP TIN DÙNG
Ứng dụng của phay xoắn ốc trong thực tế sản xuất
Trong thực tế sản xuất, phay xoắn ốc được ứng dụng rộng rãi trong nhiều lĩnh vực công nghiệp phổ biến như:
- Gia công khuôn mẫu: Gia công lỗ dẫn hướng, lỗ lắp chốt, hốc khuôn và các biên dạng phức tạp yêu cầu độ chính xác cao
- Ngành hàng không: Gia công vật liệu khó cắt như titan, inox hoặc hợp kim chịu nhiệt với yêu cầu khắt khe về độ chính xác và chất lượng bề mặt
- Sản xuất phụ tùng ô tô: Sản xuất các chi tiết động cơ, hộp số, thân van thủy lực và linh kiện truyền động
- Ngành điện tử và 3C: Gia công các chi tiết nhỏ có yêu cầu dung sai chặt và bề mặt hoàn thiện cao
- Gia công lỗ đường kính lớn: Trong nhiều trường hợp, sử dụng phay xoắn ốc thay thế khoan truyền thống giúp giảm lực cắt và tăng độ chính xác của lỗ.
Hướng dẫn quy trình phay xoắn ốc chi tiết, dễ hiểu nhất
Nếu bạn là người mới bắt đầu tìm hiểu về phương pháp phay xoắn ốc, hãy tham khảo quy trình thực hiện đơn giản dưới đây:
Bước 1: Xác định kích thước lỗ hoặc vùng gia công
Trước tiên cần xác định rõ các yêu cầu gia công gồm: đường kính lỗ cần gia công, chiều sâu lỗ, loại vật liệu gia công, yêu cầu độ chính xác và độ nhám bề mặt… Dựa vào những thông số này để quyết định việc chọn lựa dao và chế độ cắt phù hợp.
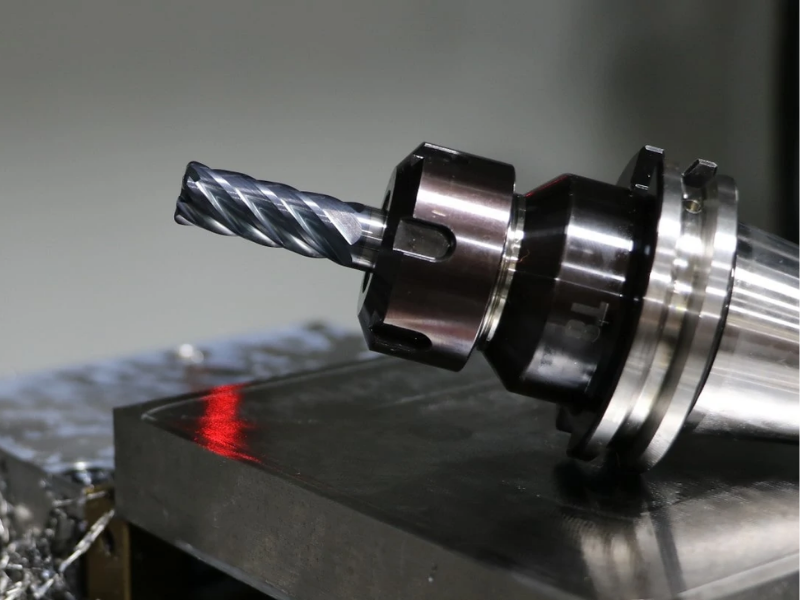
Bước 2: Lựa chọn dao phay phù hợp
Đối với gia công phay xoắn ốc, nên ưu tiên sử dụng các loại dao phay ngón carbide nguyên khối, có từ 2 – 4 me cắt. Đặc biệt, đối với các loại vật liệu cứng nên ưu tiên chọn lựa dao phủ TiAIN hoặc AICrN để đạt được hiệu quả gia công tốt nhất.
Lưu ý: Chọn dao có đường kính nhỏ hơn đường kính lỗ để tạo không gian hợp lý cho quỹ đạo xoắn ốc.
Ví dụ:
- Lỗ Ø20 mm có thể sử dụng dao Ø12 mm hoặc Ø16 mm
- Lỗ Ø30 mm có thể sử dụng dao Ø16 mm hoặc Ø20 mm
Bước 3: Thiết lập chương trình CNC
Thông thường, để gia công phay xoắn ốc hiệu quả trên máy CNC sẽ sử dụng nội suy bằng cách kết hợp giữa lệnh G02 hoặc lệnh G03, cho phép chuyển động xuống theo trục Z
Bước 4: Thiết lập chế độ cắt
Trước khi tiến hành gia công, cần thiết lập chế độ cắt chính xác bao gồm các thông số sau: tốc độ trục chính, lượng chạy dao, bước xoắn theo trục Z, chiều sâu cắt mỗi vòng…
Tốt nhất nên chọn bước xoắn nằm trong khoảng từ 0,2D đến 0,5D đối với vật liệu thông dụng. Còn với các loại vật liệu cứng thì nên thiết lập bước xoắn nhỏ hơn.
Bước 5: Tiến hành gia công
Khi đã setup đầy đủ các thông số, bắt đầu chương trình gia công thực tế. Lúc này, dao sẽ tiếp cận vị trí tâm lỗ và chạy theo quỹ đạo xoắn ốc, sau đó hạ dần xuống chiều sâu yêu cầu, cắt gọt để hoàn thiện chi tiết. Khi áp dụng đúng lệnh gia công sẽ giúp giảm lực cắt đột ngột và đảm bảo tính ổn định cao trong suốt quá trình gia công.
Bước 6: Kiểm tra sau gia công
Sau khi hoàn thành cần kiểm tra lại chi tiết bằng thiết bị chuyên dụng, đánh giá lại đường kính lỗ, độ tròn, độ đồng tâm, độ nhám bề mặt, ba via tại mép lỗ… Nếu cần chi tiết đạt độ chính xác cao hơn, có thể thực hiện thêm bước phay tinh hoặc doa lỗ để hoàn thiện.
Những điều cần lưu ý khi thực hiện phay xoắn ốc
Để gia công phay xoắn ốc hiệu quả, cho sản phẩm hoàn thiện theo yêu cầu, cần lưu ý một số vấn đề sau đây:
- Chọn dao có độ cứng vững cao, dao càng cứng vững thì khả năng chống rung càng tốt, đặc biệt khi gia công lỗ sâu hoặc vật liệu cứng
- Không chọn bước xoắn quá lớn vì có thể làm tăng tải trọng cắt, dẫn đến gãy dao, rung động mạnh và sai lệch kích thước lỗ
- Kiểm soát việc thoát phoi hiệu quả bằng khí nén hoặc dung dịch làm mát áp suất cao
- Tối ưu thông số cắt tuỳ theo từng loại vật liệu gia công để đạt hiệu quả tốt nhất
- Sử dụng holder chất lượng cao để đảm bảo duy trì độ đồng tâm tốt trong suốt quá trình gia công
- Đối với các chi tiết có chiều sâu lớn hoặc biên dạng phức tạp, nên mô phỏng đường chạy dao trên phần mềm CAM để phát hiện sớm các nguy cơ va chạm và tối ưu thời gian gia công.
Trên đây là những thông tin về phương pháp gia công phay xoắn ốc và mong rằng sẽ giúp ích cho Quý bạn đọc trong việc áp dụng vào thực tế sản xuất. Nếu cần hỗ trợ giải đáp các thắc mắc liên quan hoặc có nhu cầu đầu tư máy CNC, hãy liên hệ ngay với Tập đoàn Công nghệ TLT nhé!
————–
TẬP ĐOÀN CÔNG NGHỆ TLT
- Trụ Sở Chính: 280 Bến Than, Xã Bình Mỹ, TP. HCM
- Chi nhánh TLT – Hồ Chí Minh: 197 Võ Văn Bích, Xã Phú Hòa Đông, TP. HCM
- Chi Nhánh TLT – Hà Nội: Km6 Võ Văn Kiệt, Xã Phúc Thịnh, Thủ đô Hà Nội
- Chi nhánh TLT – Bắc Ninh: Đ. Lê Thái Tổ, Phường Võ Cường, Tỉnh Bắc Ninh (Kế bên Honda, đối diện Toyota)
- Chi nhánh TLT – Ninh Bình: Km 101 QL10 Hồng Phúc, Phường Thiên Trường, Tỉnh Ninh Bình
- Hotline: 1900.98.99.06