Khám phá, Kỹ thuật và máy móc
Hướng dẫn cách thực hiện tiện ren côn với G32 đơn giản
Tiện ren côn với G32 là một nguyên công cực kỳ quan trọng, đặc biệt trong sản xuất các loại ren tiêu chuẩn như NPT, BSPT hay các chi tiết yêu cầu khả năng làm kín cao. Tham khảo bài viết dưới đây của TLT để được hướng dẫn cú pháp thực hiện chi tiết cho người mới bắt đầu tìm hiểu.
Tiện ren côn với G32 là gì?
Tiện ren côn với G32 là phương pháp lập trình tiện ren trên máy tiện CNC bằng lệnh G32, trong đó dao cắt di chuyển đồng thời theo trục X và trục Z để tạo ra biên dạng ren côn.
Khác với tiện ren thẳng thông thường, quá trình tiện ren côn G32 yêu cầu thay đổi đường kính liên tục theo chiều dài ren nhằm tạo độ côn đúng tiêu chuẩn kỹ thuật.
Trong gia công CNC, lệnh G32 thuộc nhóm lệnh cắt ren đồng bộ với tốc độ quay trục chính. Khi thực hiện tiện ren côn với G32, máy sẽ đồng bộ bước tiến dao với vòng quay spindle để đảm bảo bước ren chính xác.
Trong thực tế sản xuất, tiện ren côn G32 đóng vai trò cực kỳ quan trọng đối với các chi tiết cần khả năng làm kín như đường ống áp lực, đầu nối thủy lực hoặc chi tiết khí nén. Ren côn giúp tăng độ kín khít khi lắp ráp nhờ khả năng siết chặt theo chiều côn.
Vì vậy, việc tiện ren côn với lệnh G32 đúng kỹ thuật sẽ ảnh hưởng trực tiếp đến chất lượng sản phẩm. Ngoài ra, phương pháp tiện ren côn với G32 còn giúp gia công các loại ren phi tiêu chuẩn mà các chu trình đóng như G76 khó xử lý.
XEM THÊM: Hướng dẫn cách thực hiện lệnh khoan nhấp (Peck Drilling)
Vì sao nhiều kỹ thuật viên vẫn chọn G32?
Mặc dù hiện nay các hệ điều khiển CNC đều hỗ trợ chu trình ren tự động, nhưng nhiều kỹ thuật viên giàu kinh nghiệm vẫn ưu tiên tiện ren côn với G32 vì những lý do sau:
- Khả năng kiểm soát tuyệt đối lượng ăn dao trong từng pass cắt. Người lập trình có thể chủ động thay đổi chiều sâu cắt tùy theo vật liệu và yêu cầu thực tế
- Lệnh tiện ren côn G32 cho phép xử lý tốt các dạng ren khó hoặc ren có bước đặc biệt
- Giúp hạn chế lỗi nội suy xuất hiện trên một số hệ điều hành CNC đời cũ.
Ứng dụng thực tế của tiện ren côn G32
Hiện nay, lệnh tiện ren côn G32 được ứng dụng rộng rãi trong gia công ren NPT, BSPT, ren côn thủy lực và ren đường ống công nghiệp. Ngoài ra, phương pháp này còn được áp dụng trong sản xuất linh kiện dầu khí, van công nghiệp và hệ thống khí nén CNC.
Nhờ khả năng kiểm soát chính xác đường ren, tiện ren côn G32 giúp nâng cao độ kín khít và chất lượng lắp ráp của sản phẩm.
Cú pháp cơ bản của tiện ren côn với G32
Khi thực hiện tiện ren côn G32, dao sẽ di chuyển đồng thời theo trục X và Z để tạo độ côn cho ren.
Cú pháp cơ bản như sau:
G32 X(U)… Z(W)… F…
Trong đó:
- X(U): Tọa độ kết thúc theo trục X
- Z(W): Tọa độ kết thúc theo trục Z
- F: Bước ren (Pitch/Lead)
Trong quá trình tiện ren côn với G32, giá trị X sẽ thay đổi theo chiều dài Z nhằm tạo ra góc côn mong muốn.
Nguyên lý hoạt động của G32 khi tiện ren côn
Khác với tiện ren thẳng chỉ dịch chuyển theo trục Z, khi tiện ren côn với G32, dao phải di chuyển đồng bộ cả X và Z.
Điều này giúp đường kính ren thay đổi dần theo chiều dài cắt, tạo ra biên dạng ren côn chuẩn kỹ thuật.
Trong suốt quá trình tiện ren côn với G32, tốc độ quay spindle và bước tiến dao luôn được đồng bộ tuyệt đối. Đây cũng chính là yếu tố quyết định độ chính xác bước ren và chất lượng bề mặt ren sau gia công.
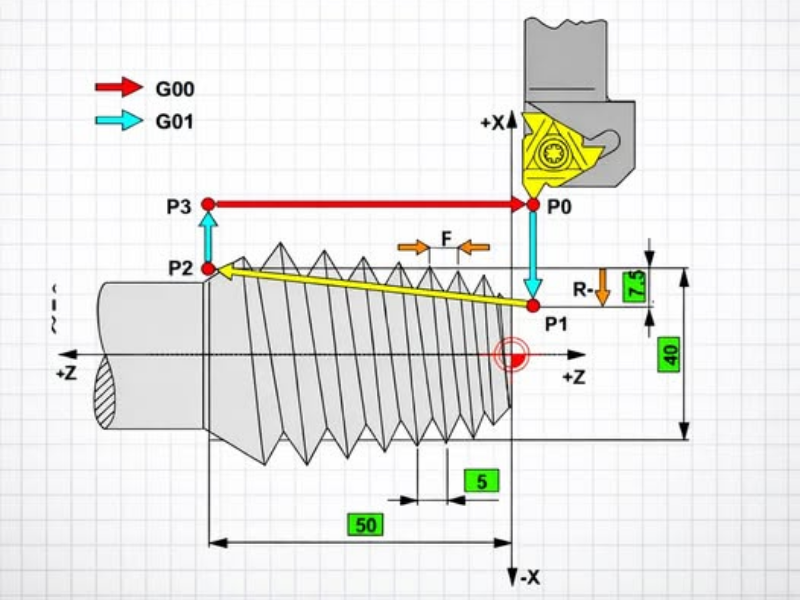
Ví dụ gia công ren côn từ X20.0 đến X22.0 trên chiều dài Z-20.0 với bước ren F2.0:
- G00 X25.0 Z5.0
- G01 X19.0 F0.2
- G32 X21.5 Z-25.0 F2.0
- G00 X26.0
- G00 Z5.0
Trong ví dụ trên, lệnh tiện ren côn với G32 cho phép dao di chuyển tăng dần đường kính theo chiều dài ren để tạo độ côn. Sau mỗi pass, kỹ thuật viên cần tự lập trình lệnh nhấc dao và đưa dao về vị trí bắt đầu.
4 điều cần lưu ý khi thực hiện tiện ren côn G32
Tính toán độ dốc (Taper) thật chuẩn
Để ra được ren côn , anh em phải tính toán tọa độ X tại điểm bắt đầu và điểm kết thúc dựa trên chiều dài Z.Đừng Quên tính thêm đoạn vào dao (Lead-in) và thoát dao (Lead-out). Nếu bắt đầu sát phôi quá, máy chưa kịp đồng bộ tốc độ sẽ làm bước ren đầu tiên bị sai.
Đoạn vào dao và thoát dao
Máy CNC cần một khoảng chạy đà để trục X và Z đồng bộ với tốc độ quay của trục chính. Khi vào dao nên để tối thiểu 2-3 lần bước ren. Tại vị trí thoát dao thì cần lưu ý là tiện ren côn bằng G32 không tự động nhấc dao như G92. Anh em phải lập trình một dòng lệnh G32 tiếp theo hoặc G01 nội suy để rút dao ra theo góc côn, tránh để lại vết lằn trên ren.
G32 không có “nhấc dao” tự động
Đây là điểm cực kỳ nguy hiểm cần lưu ý. Đối với lệnh G92, máy chạy xong 1 pass sẽ tự lùi về X ban đầu, còn đối với lệnh G32, chạy xong 1 pass máy sẽ dừng ngay tại đó. Người vận hành cần phải tự viết lệnh lùi dao (G00 X…) rồi mới đưa dao về điểm bắt đầu Z. Nếu quên, dao sẽ “cày” nát mặt phôi khi lùi về, ảnh hưởng đến bề mặt chất lượng sản phẩm.
Tốc độ trục chính (RPM) phải đứng yên
Tuyệt đối dùng G97 (Vòng quay cố định), vì nếu dùng G96, khi dao đi vào tâm hoặc đi theo độ côn, vòng quay thay đổi sẽ làm máy không kiểm soát được bước ren, dẫn đến hiện tượng “chồng ren” hoặc hỏng chip ngay lập tức.
Nếu nắm vững cú pháp, cách tính độ côn và các nguyên tắc vận hành, kỹ thuật viên có thể thực hiện tiện ren côn G32 hiệu quả và ổn định trong thực tế sản xuất CNC hiện đại. Hi vọng những thông tin trong bài viết trên sẽ giúp ích cho Quý bạn đọc về kỹ thuật tiện ren côn G32. Nếu cần hỗ trợ giải đáp các thắc mắc về vấn đề này, hãy liên hệ ngay với TLT nhé!
————–
TẬP ĐOÀN CÔNG NGHỆ TLT
- Trụ Sở Chính: 280 Bến Than, Xã Bình Mỹ, TP. HCM
- Chi nhánh TLT – Hồ Chí Minh: 197 Võ Văn Bích, Xã Phú Hòa Đông, TP. HCM
- Chi Nhánh TLT – Hà Nội: Km6 Võ Văn Kiệt, Xã Phúc Thịnh, Thủ đô Hà Nội
- Chi nhánh TLT – Bắc Ninh: Đ. Lê Thái Tổ, Phường Võ Cường, Tỉnh Bắc Ninh (Kế bên Honda, đối diện Toyota)
- Chi nhánh TLT – Ninh Bình: Km 101 QL10 Hồng Phúc, Phường Thiên Trường, Tỉnh Ninh Bình
- Hotline: 1900.98.99.06